-

下载亿题库APP
-
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
 04:30
04:30
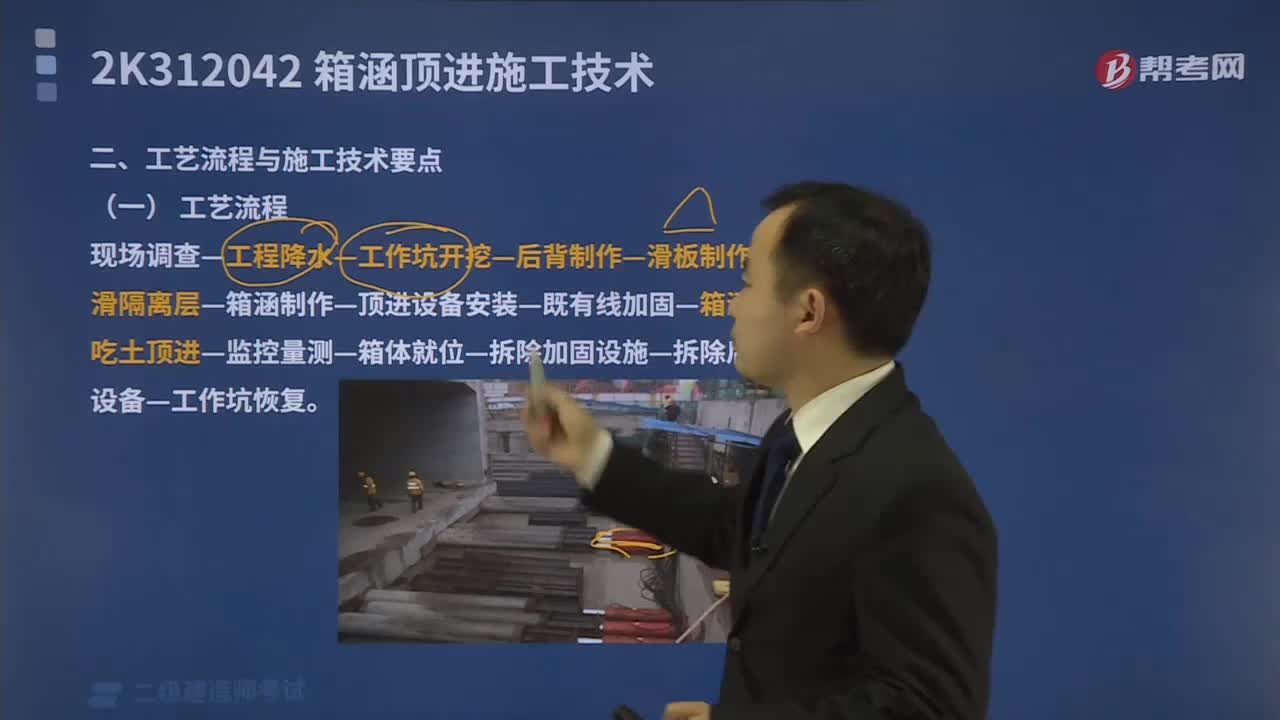
箱涵顶进施工的工艺流程是怎样的?:箱涵顶进施工的工艺流程是怎样的?通常采用箱涵顶进施工技术。箱涵顶进施工的工艺流程:现场调查—工程降水—工作坑开挖—后背制作—滑板制作—铺设润滑隔离层—箱涵制作—顶进设备安装—既有线加固—箱涵试顶进—吃土顶进—监控量测—箱体就位—拆除加固设施—拆除后背及顶进设备—工作坑恢复。A.工程降水→工作坑开挖→后背制作→箱涵制作→顶进设备安装→箱体就位→拆除后背及顶进设备→工作坑恢复
 09:56
09:56
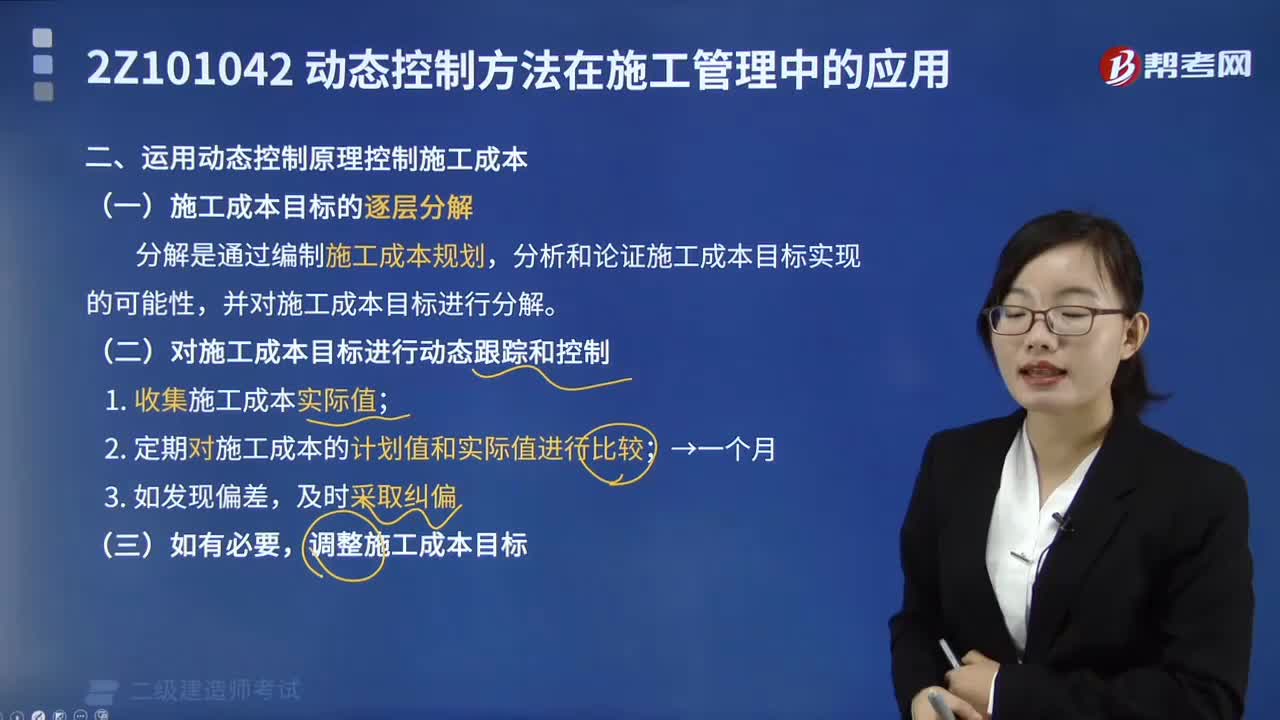
运用动态控制原理控制施工成本的步骤有哪些?:动态控制的核心是在项目实施的过程中定期地进行项目目标的计划值和实际值的比较,分析和论证施工成本目标实现的可能性。1.收集施工成本实际值,2.定期对施工成本的计划值和实际值进行比较。(2)施工成本的计划值和实际值的比较→相对。②工程合同价与施工成本规划中的相应成本项的比较。③施工成本规划与实际施工成本中的相应成本项的比较,④工程合同价与实际施工成本中的相应成本项的比较。
 09:14
09:14
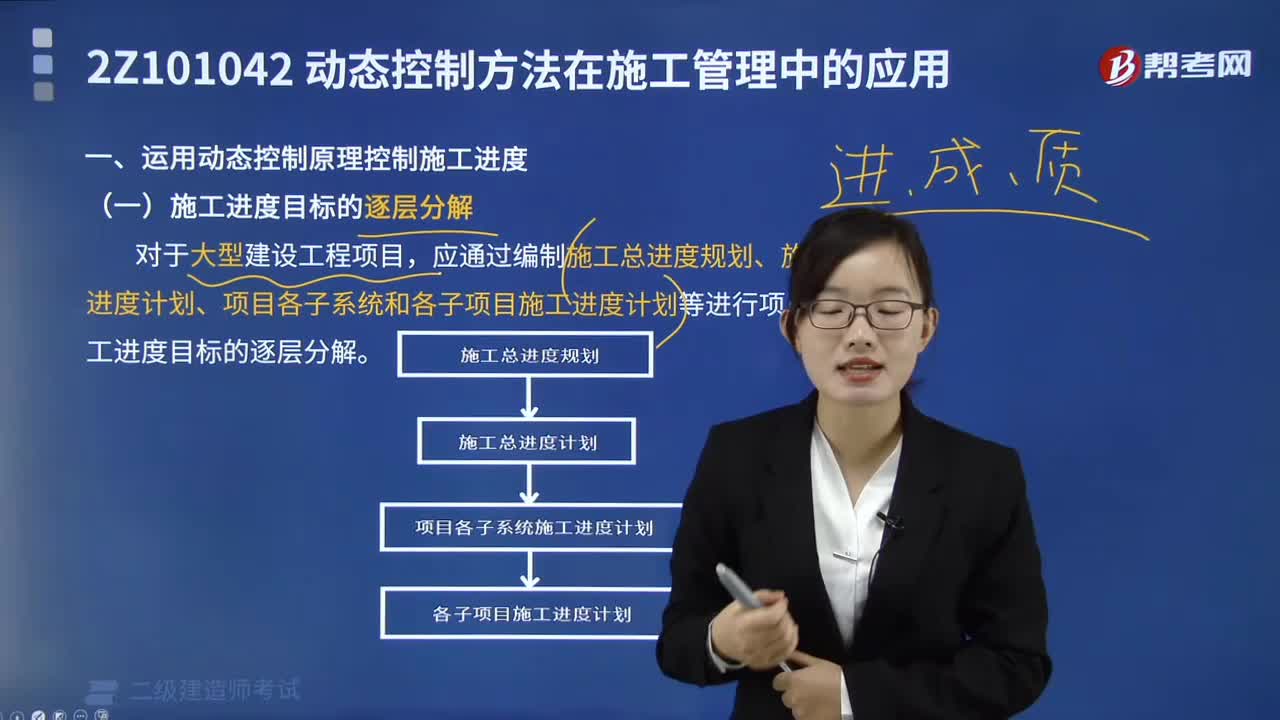
运用动态控制原理控制施工进度的步骤有哪些?:在项目实施的过程中定期地进行项目目标的计划值和实际值的比较,运用动态控制原理进行项目目标控制将有利于项目目标的实现,应通过编制施工总进度规划、施工总进度计划、项目各子系统和各子项目施工进度计划等进行项目施工进度目标的逐层分解;(二)在施工过程中对施工进度目标进行动态跟踪和控制;2.定期对施工进度的计划值和实际值进行比较;(3)进度的计划值和实际值的比较应是定量的数据比较。
 07:30
07:30
施工组织总设计的编制程序包括哪些步骤?:施工组织总设计的编制程序包括哪些步骤?施工组织总设计的编制通常采用如下程序:(1)拟订施工方案后才可编制施工总进度计划(因为进度的安排取决于施工的方案)。如确定施工的总体部署和拟订施工方案,编制施工总进度计划前需收集相关资料和图纸、计算主要工程量、确定施工的总体部署和( ):B.编制施工准备工作计划;C.拟定施工方案;【2015年二级建造师考试真题】编制施工组织总设计涉及下列工作。
 02:39
02:39
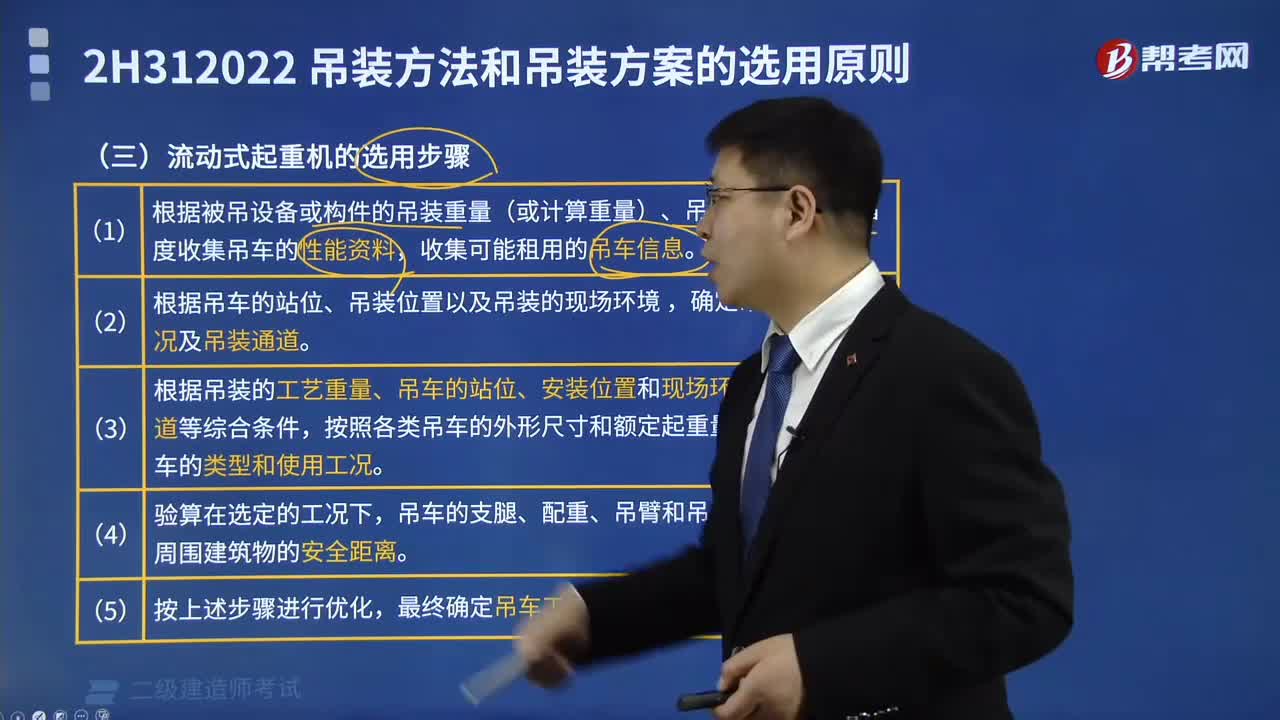
流动式起重机的选用有哪些步骤?:流动式起重机的选用步骤:(1)根据被吊设备或构件的吊装重量(或计算重量)、吊装高度和吊装幅度收集吊车的性能资料,(2)根据吊车的站位、吊装位置以及吊装的现场环境,确定吊车的使用工况及吊装通道。(3)根据吊装的工艺重量、吊车的站位、安装位置和现场环境、进出场通道等综合条件,按照各类吊车的外形尺寸和额定起重量图表,确定吊车的类型和使用工况。
 02:23
02:23
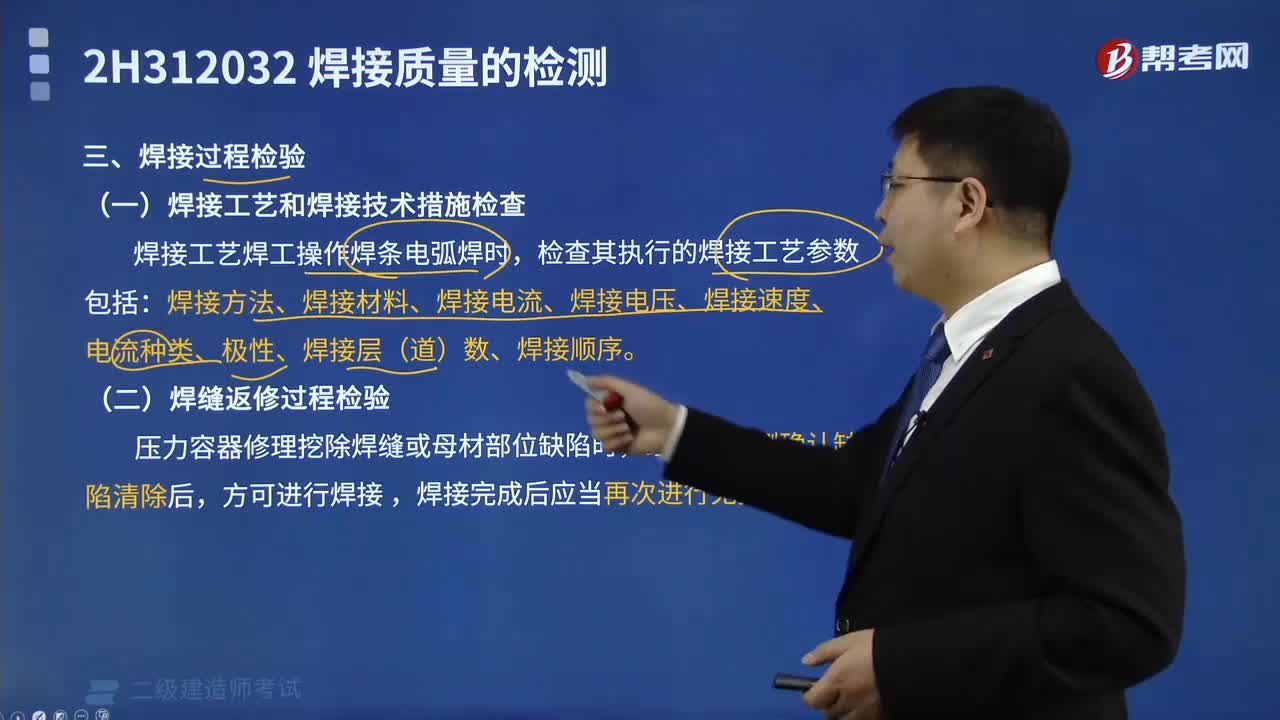
焊接过程中的检验包括哪些方面?:焊接过程中的检验包括哪些方面?焊接过程中的检验包括焊接工艺和焊接技术措施检查、焊缝返修过程检验。(一)焊接工艺和焊接技术措施检查,焊接工艺焊工操作焊条电弧焊时:检查其执行的焊接工艺参数包括。焊接方法、焊接材料、焊接电流、焊接电压、焊接速度、电流种类、极性、焊接层(道)数、焊接顺序,(二)焊缝返修过程检验,压力容器修理挖除焊缝或母材部位缺陷时,属于焊条电弧焊焊接过程中应控制的工艺参数有():
 02:24
02:24
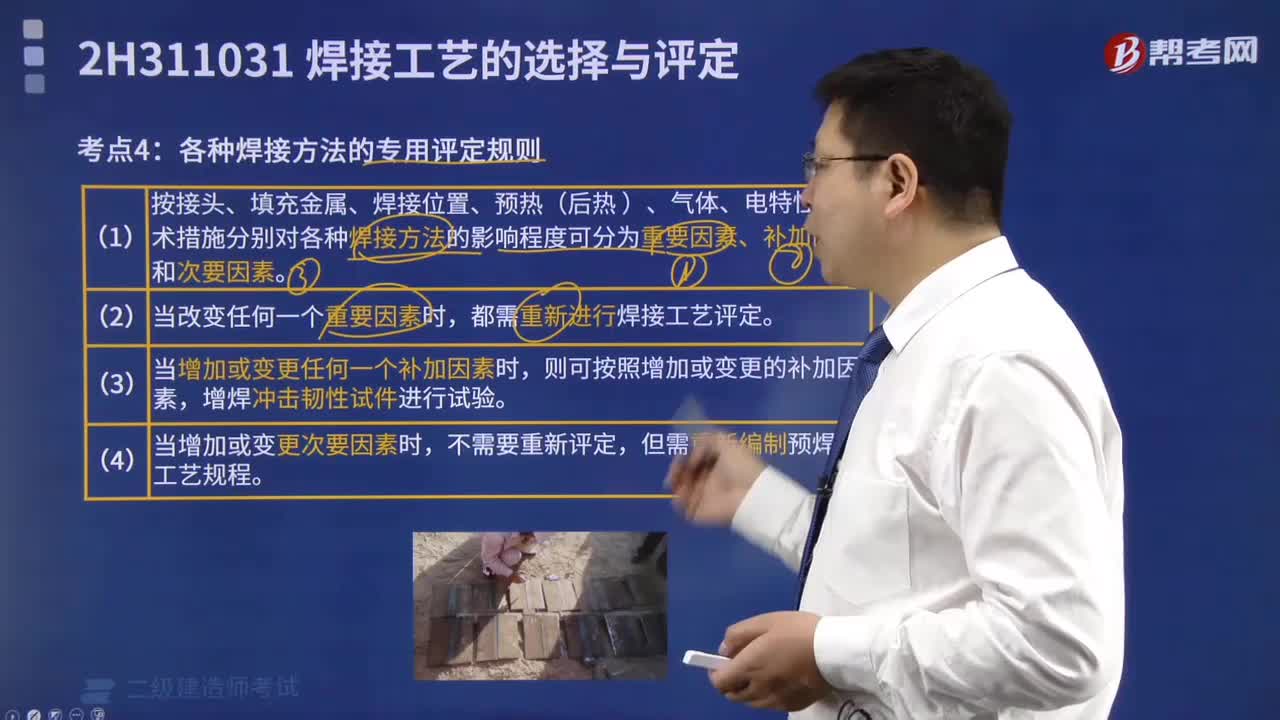
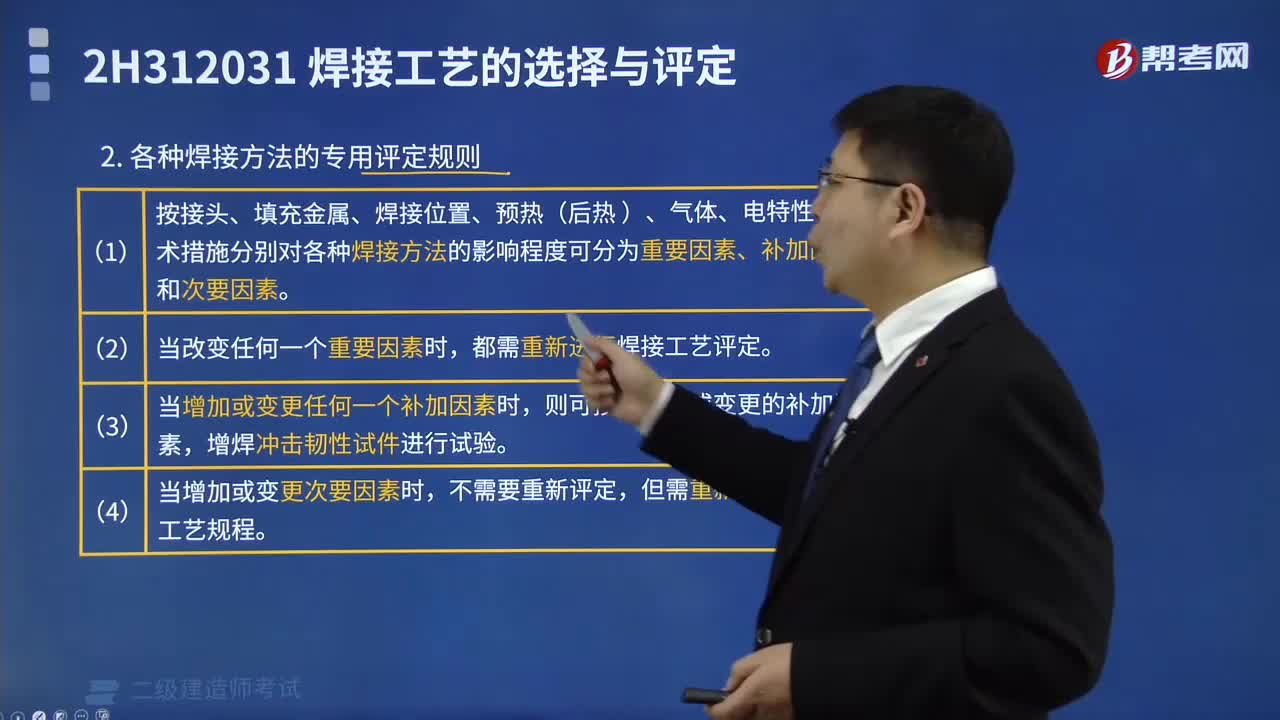
焊接工艺的评定规则有哪些?:焊接工艺的评定规则有:须重新进行焊接工艺评定;常用焊接方法中焊接材料、保护气体等条件改变时,需重新进行工艺评定的规定;必须进行工艺评定。一、各种焊接方法的通用评定规则。(1)焊接方法的评定规则。(4)焊后热处理的评定规则。二、各种焊接方法的专用评定规则,(1)按接头、填充金属、焊接位置、预热(后热 )、气体、电特性、技术措施分别对各种焊接方法的影响程度可分为重要因素、补加因素和次要因素。
 01:41
01:41
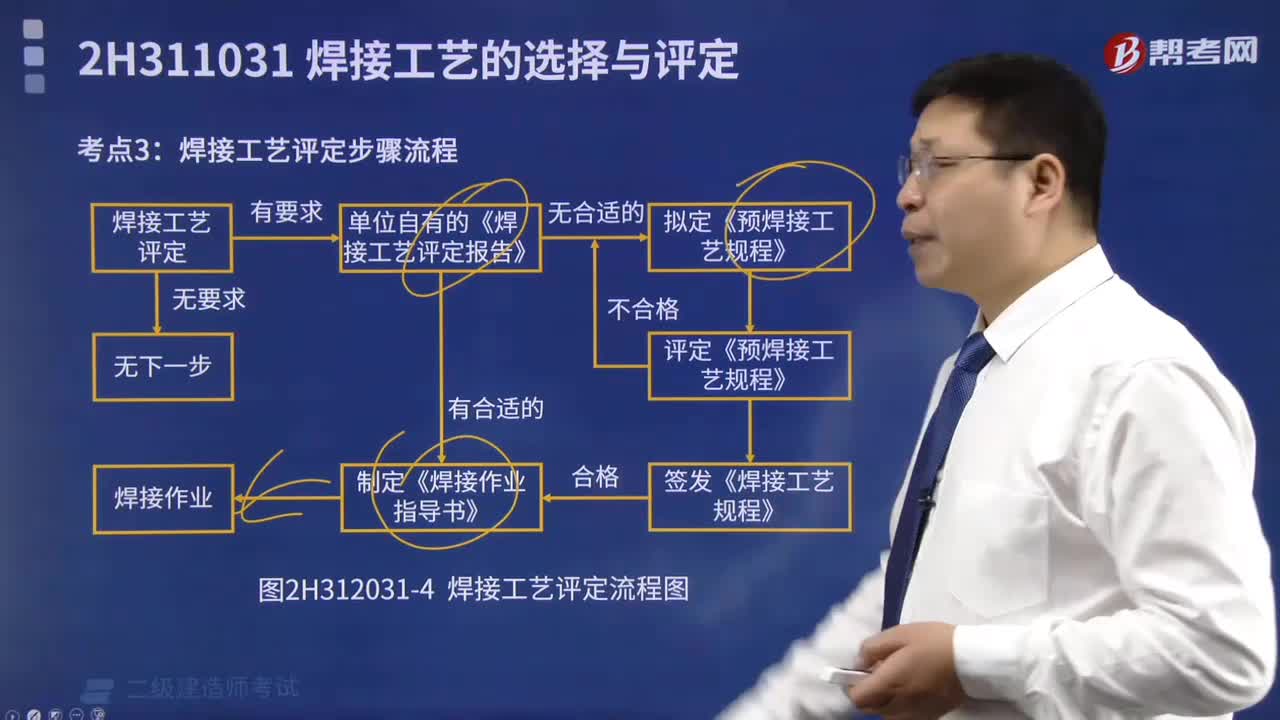
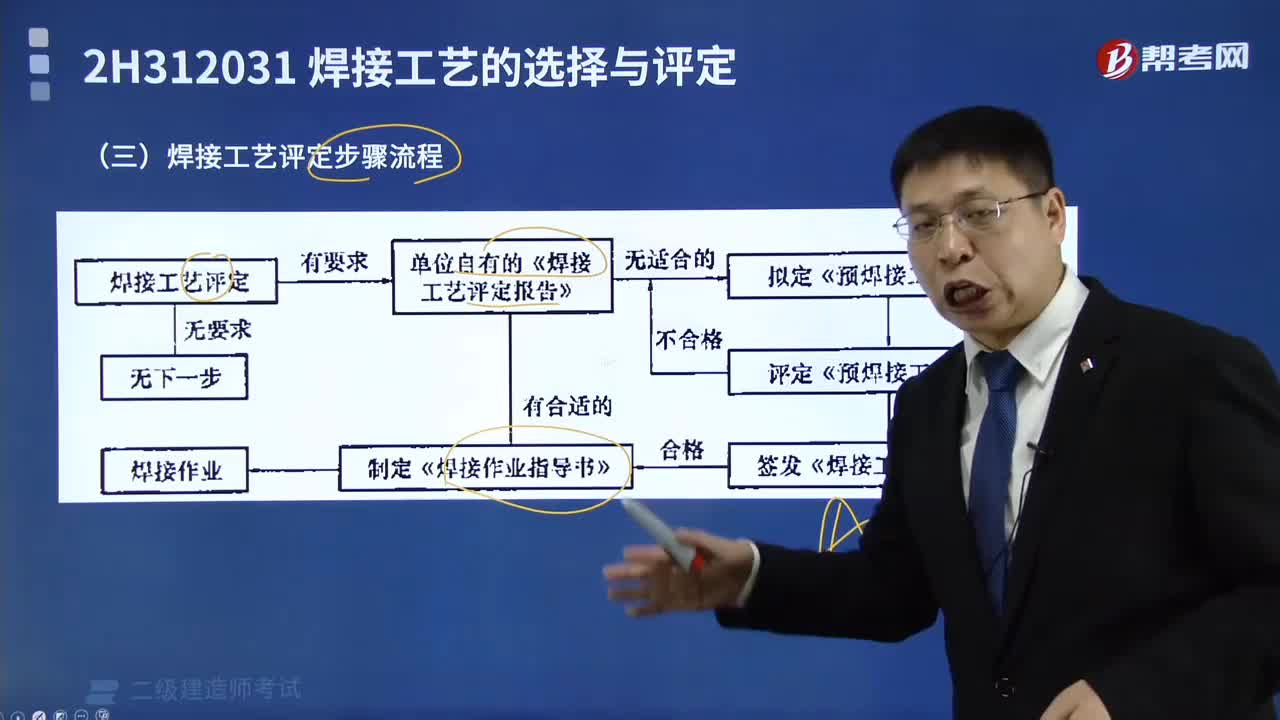
焊接工艺评定的步骤流程是什么?:编制焊接工艺评定委托书→拟定焊接方式及指导书→试件制备、焊接、焊缝检验(热处理)→整理焊接记录、试验报告、编制焊接工艺评定报告→编制焊接工艺规程或焊接作业指导书、工艺卡→焊工培训→产品焊接。1.编制焊接工艺评定委托书。3.按焊接工艺评定标准或设计文件规定,拟定焊接工艺指导书或评定方案、初步工艺。4.按照拟定的焊接工艺指导书(或初步工艺)进行试件制备、焊接、焊缝检验(热处理)、取样加工、检验试样。
 05:09
05:09
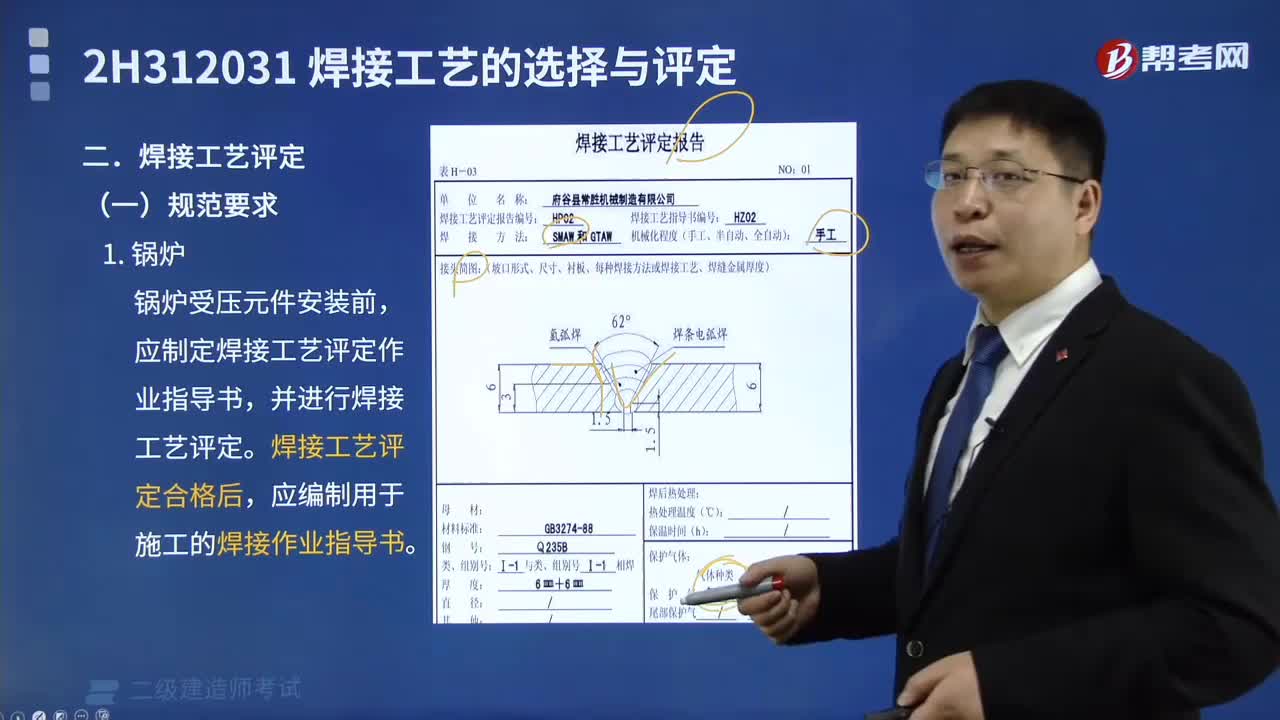
焊接工艺的规范要求是什么?:焊接工艺的规范要求有:钢制焊接储罐焊接前,应制定焊接工艺评定作业指导书。并进行焊接工艺评定,钢制焊接储罐焊接前,施工单位必须有合格的焊接工艺评定报告。应按焊接工艺规程的规定重新进行预热。并对此焊接工艺进行评定:必须在工程焊接前进行焊接工艺评定:管道承压件与承压件焊接、承压件与非承压件焊接均应采用经评定合格的焊接工艺。
 01:26
01:26
机电焊接有哪些操作要求?:机电焊接时焊接设备及辅助装备要保证焊接工作的正常进行和安全可靠;焊接坡口应将水、锈、油污、积渣和其他有害杂质清理干净;(一)焊接设备及辅助装备等应能保证焊接工作的正常进行和安全可靠,(二)焊接坡口清理,1. 非合金钢压力容器焊接坡口及其附近(焊条电弧焊时;埋弧焊、等离子弧焊、气体保护焊每侧各20mm)。2.铝及铝合金焊接坡口及其附近各50mm处化学方法或机械方法去除表面氧化膜。
 08:29
08:29
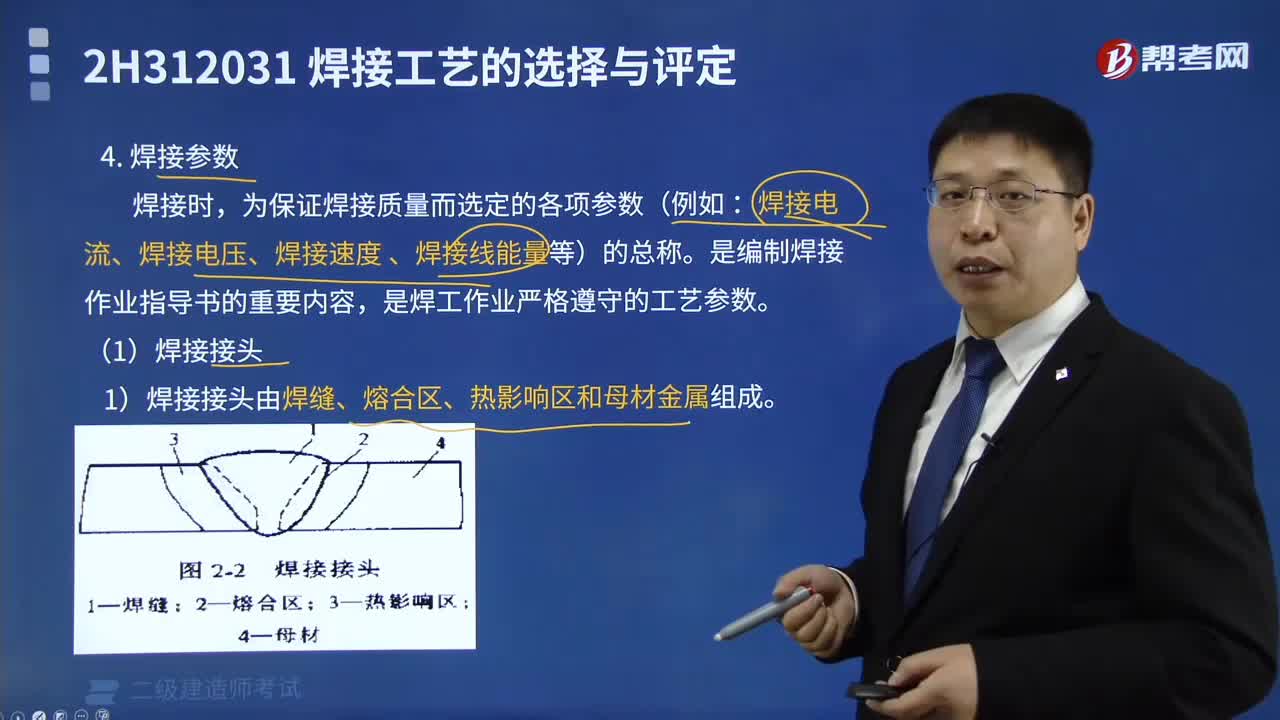
什么是焊接工艺参数?:焊接工艺参数是指焊接时为保证焊接质量而选定的各项参数的总称,焊接电流、焊接电压、焊接速度 、焊接线能量等)的总称。(1)焊接接头由焊缝、熔合区、热影响区和母材金属组成,钢制储罐底板的幅板之间、幅板与边缘板之间、人孔(接管)或支腿补强板与容器壁板(顶板)之间等常用搭接接头连接。决定焊接线能量的主要参数就是焊接速度、焊接电流和电弧电压;v---焊接速度(cms。
 01:59
01:59
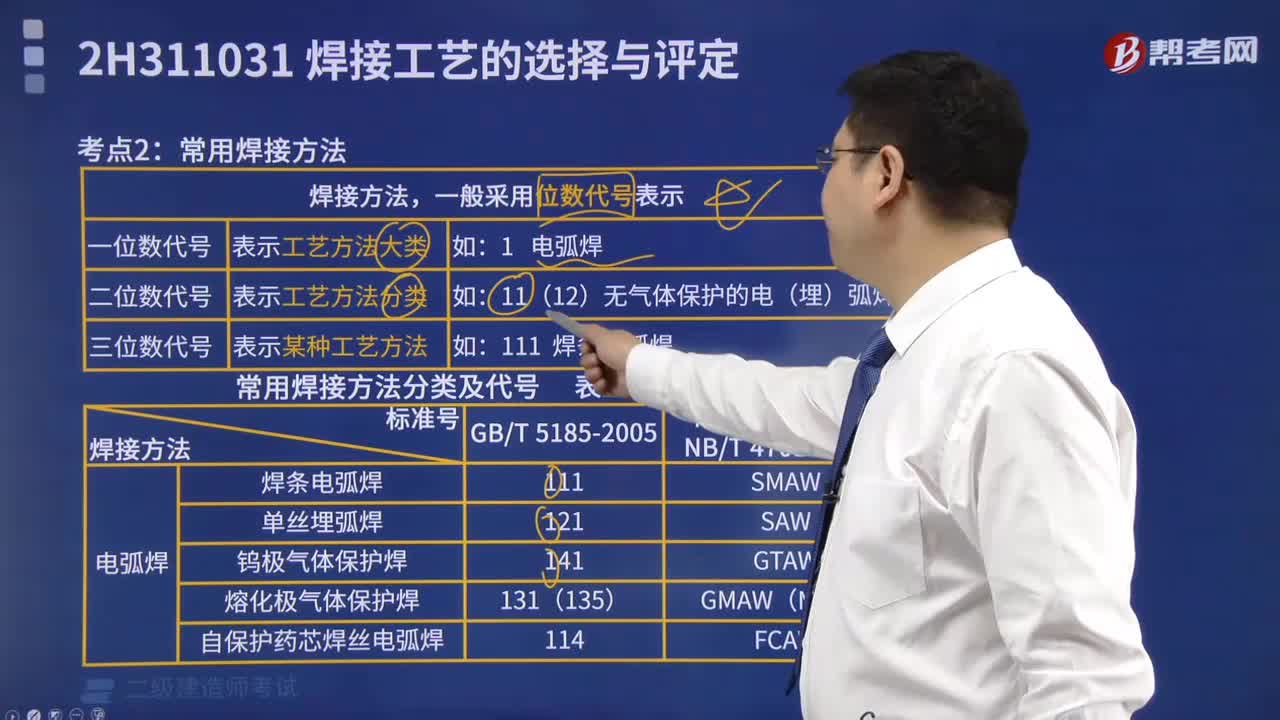
机电焊接有哪些方法?:机电焊接有哪些方法?11(12)无气体保护的电(埋)弧焊。焊接球形储罐时釆用条电弧焊、药芯焊丝自动焊和半自动焊的方法。公用管道采用热熔焊、电熔焊两种方法等。锅筒和集箱、管道上管接头的组合焊缝。结构允许时应当釆用氩弧焊打底“8.1.2锅炉受压元件不应采用电渣焊“三、球罐。6.1.4球形储罐的焊接方法宜釆用条电弧焊、药芯焊丝自动焊和半自动焊:

帮考网校
2022年06月22日
帮考网校
2022年06月22日
帮考网校
2022年06月22日
帮考网校
2022年06月22日
帮考网校
2022年06月22日
帮考网校
2022年06月22日
帮考网校
2022年06月22日
帮考网校
2022年06月22日
帮考网校
2022年06月22日
帮考网校
2022年06月22日