-

下载亿题库APP
-
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
燃气管道对口焊接包括哪些基本要求?
燃气管是一种输送可燃气体的专用管道,是一种用金属燃气管软管来取代传统的卡扣方式橡胶软管,可以解决橡胶管易脱落、易老化、易虫咬、使用寿命短的缺陷。
(1)在施工现场,管道坡口通常采用手工气割或半自动气割机配合手提坡口机打坡口,管端面的坡口角度、钝边、间隙应符合设计或国家现行标准的规定。当采用气割时,必须除去坡口表面的氧化皮并进行打磨,表面力求平整。
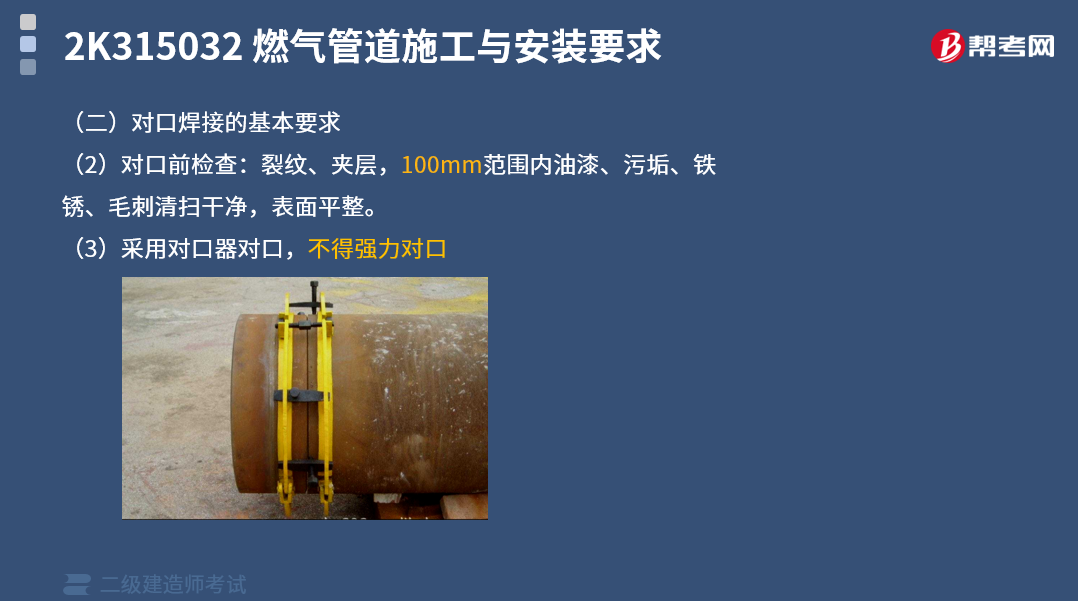
(2)对口前检查:裂纹、夹层,100mm范围内油漆、污垢、铁锈、毛刺清扫干净,表面平整。
(3)采用对口器对口,不得强力对口。
(4)对口时将两管道纵向焊缝(螺旋焊缝)相互错开,间距应不小于100mm弧长。对口后的内壁应平齐,其错边量应符合国家现行标准的规定。
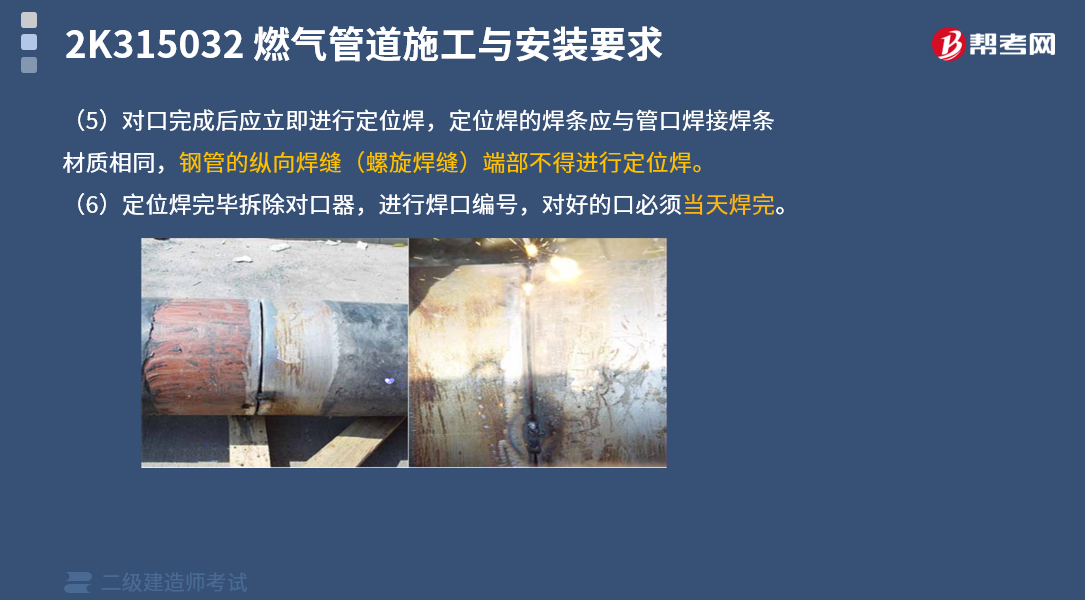
(5)对口完成后应立即进行定位焊,定位焊的焊条应与管口焊接焊条材质相同,钢管的纵向焊缝(螺旋焊缝)端部不得进行定位焊。
(6)定位焊完毕拆除对口器,进行焊口编号,对好的口必须当天焊完。
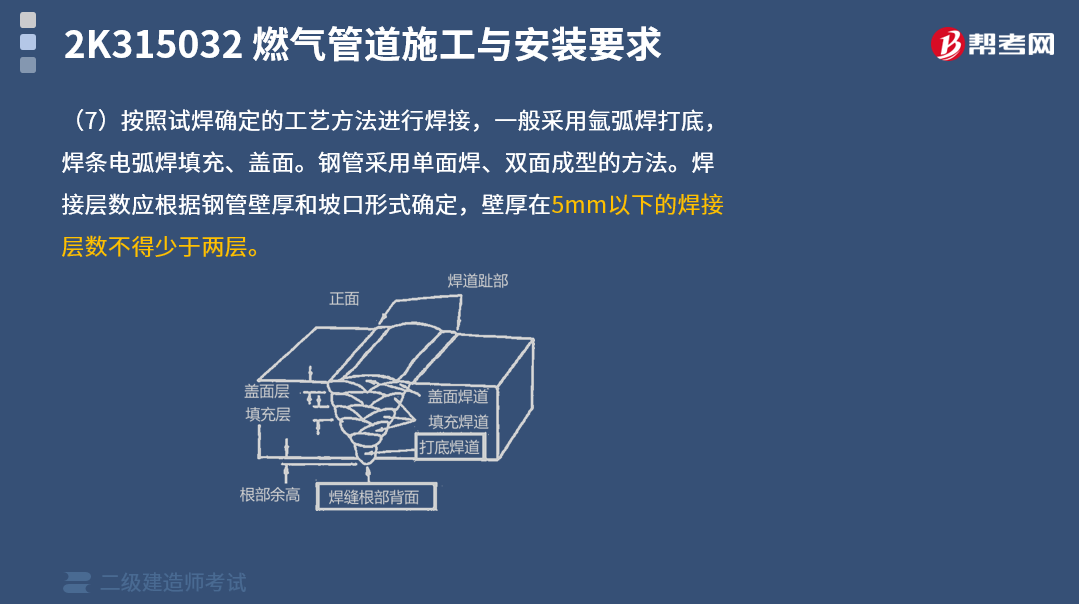
(7)按照试焊确定的工艺方法进行焊接,一般采用氩弧焊打底,焊条电弧焊填充、盖面。钢管采用单面焊、双面成型的方法。焊接层数应根据钢管壁厚和坡口形式确定,壁厚在5mm以下的焊接层数不得少于两层。
(8)焊接工艺评定:施工单位首先编制作业指导书并试焊,对其首次使用的钢管、焊接材料焊接方法、焊后热处理等,应进行焊接工艺评定并应根据评定报告确定焊接工艺。
(9)焊材:所用焊丝和焊条应与母材材质相匹配,直径应根据管道壁厚和接口形式选择。受潮、生锈、掉皮的焊条不得使用。焊条在使用前应按出厂质量证明书的要求烘干,烘干后装入保温简进行保温,随用随取。
(10)焊接顺序:根据管径大小应对焊缝沿周长进行排位,采取合理的焊接顺序,避免应力集中、管口变形。
(11)分层施焊:先用氩弧焊打底,焊接时必须均匀焊透,并不得咬肉、夹渣。其厚度不应超过焊丝的直径。然后分层用焊条电弧焊焊接,各层焊接前应将上一层的药皮、焊渣及金属飞溅物清理干净。焊接时各层引弧点和熄弧点均应错开20mm以上,且不得在焊道以外的钢管上引弧。每层焊缝厚度按批准的工艺评定报告执行,般 为焊条直径的0.8~1.2倍。
(12)盖面:分层焊接完成后,进行盖面施焊, 焊缝断面呈弧形,高度不低于母材,宽度为上坡口宽度加2~3mm。外观表面不得有气孔、夹渣、咬边、弧坑、裂纹、电弧擦伤等缺陷。焊缝表面呈鱼鳞状,光滑、均匀,宽度整齐。
(13)固定口焊接:当分段焊接完成后,对固定焊口应在接口处提前挖好工作坑。
 353
353
建筑工程中钢结构的焊接方法包括哪些内容?:建筑工程中钢结构的焊接方法包括哪些内容?钢结构的连接方法有焊接、普通螺栓连接、高强度螺栓连接和铆接。(1)建筑工程中钢结构常用的焊接方法:按焊接的自动化程度一般分为手工焊接、半自动焊接和全自动化焊接三种。(2)根据焊接接头的连接部位,应在认可的范围内焊接作业,(4)施工单位首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理等各种参数及参数的组合。
 193
193
燃气管道的严密性试验有哪些要求?:燃气管道的严密性试验有哪些要求?管道安装完毕后应依次进行管道吹扫、强度试验和严密性试验。事前应编制施工方案,(1)严密性试验应在强度试验合格后进行,以减少管内温度变化对试验的影响。(2)严密性试验压力根据管道设计输气压力而定,当设计输气压力小于5kPa时,当设计输气压力大于或等于5kPa时,试验压力为设计压力的1.15倍,(3)严密性试验前应向管道内充空气至试验压力。
 274
274
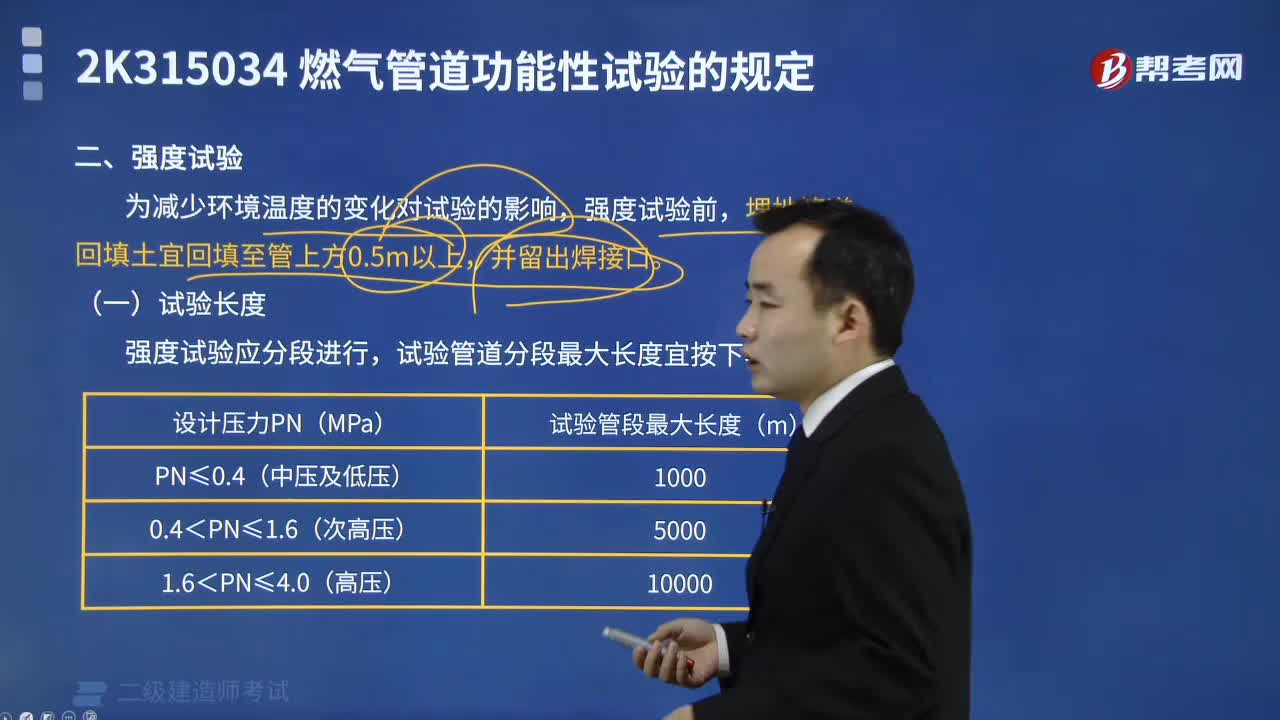
燃气管道强度试验具体包括哪些内容?:燃气管道强度试验具体包括哪些内容?管道安装完毕后应依次进行管道吹扫、强度试验和严密性试验。为减少环境温度的变化对试验的影响,强度试验前,强度试验应分段进行。试验管道分段最大长度宜按下表执行,(二)试验压力,一般情况下试验压力为设计输气压力的1.5倍,(三)试验要求,(1)水压试验,压力达到规定值。(2)气压试验,补修后重新进行强度试验。【例题·多选题】燃气管道在安装过程中需要进行压力试验
 09:36
09:36
2020-05-29
 06:21
06:21
2020-05-29
 01:45
01:45
2020-05-29
 04:10
04:10
2020-05-29
 02:26
02:26
2020-05-29

微信扫码关注公众号
获取更多考试热门资料