下载亿题库APP
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
 06:07
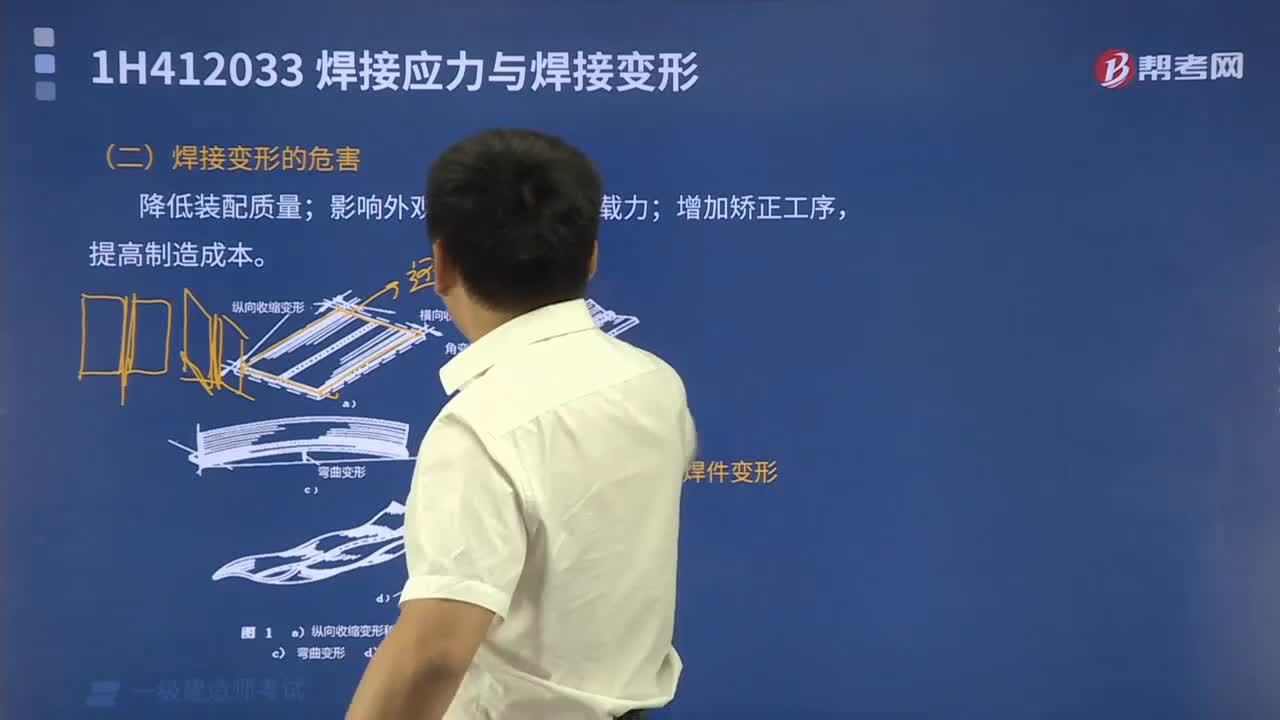
06:07预防焊接变形的措施都有哪些?:焊接变形的产生多数是由于焊接产生的热量不对称,预防焊接变形的方法措施:采用反变形法、采用小锤锤击中间焊道、采用合理的焊接顺序、利用工卡具刚性固定、分析回弹常数。1.进行合理的焊接结构设计。焊缝尽量以构件截面的中性轴对称。(2)合理选择焊缝数量和长度,尽可能减少焊缝截面尺寸。为了防止焊件焊接以后发生尺寸缩短。先将焊件向焊接变形相反的方向进行人为的变形,为了防止薄板焊接时的变形:
 07:13
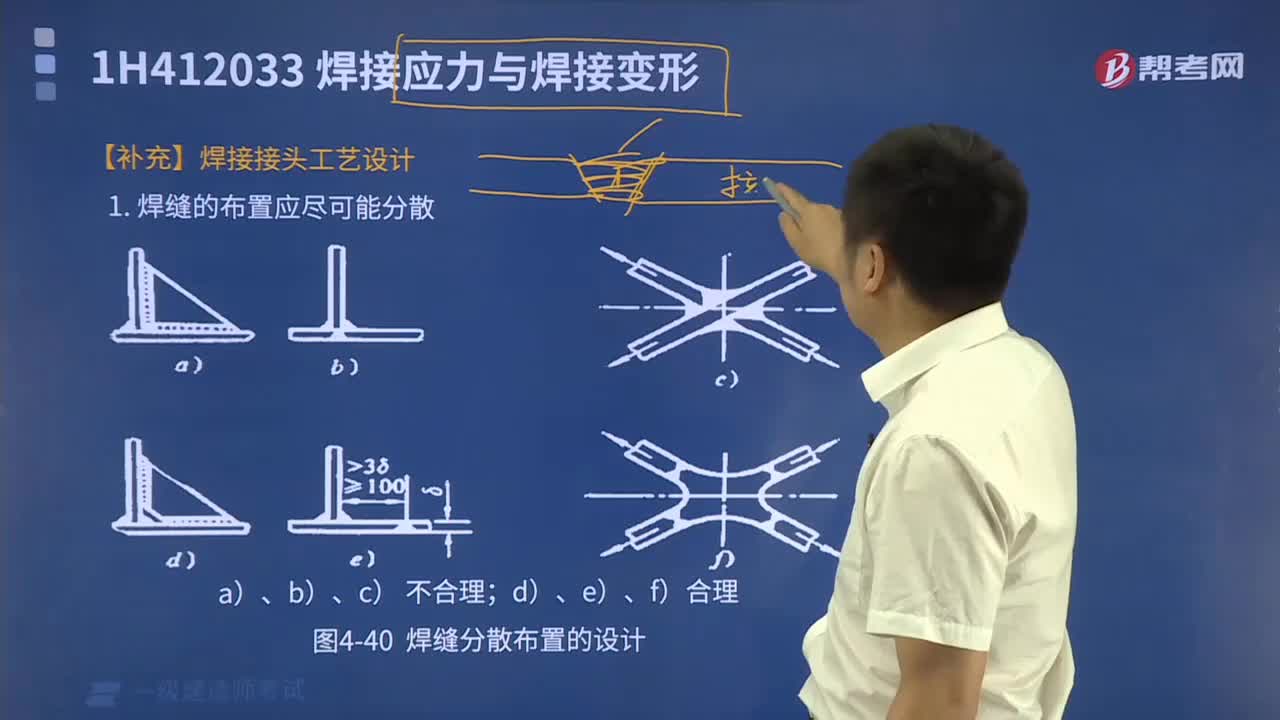
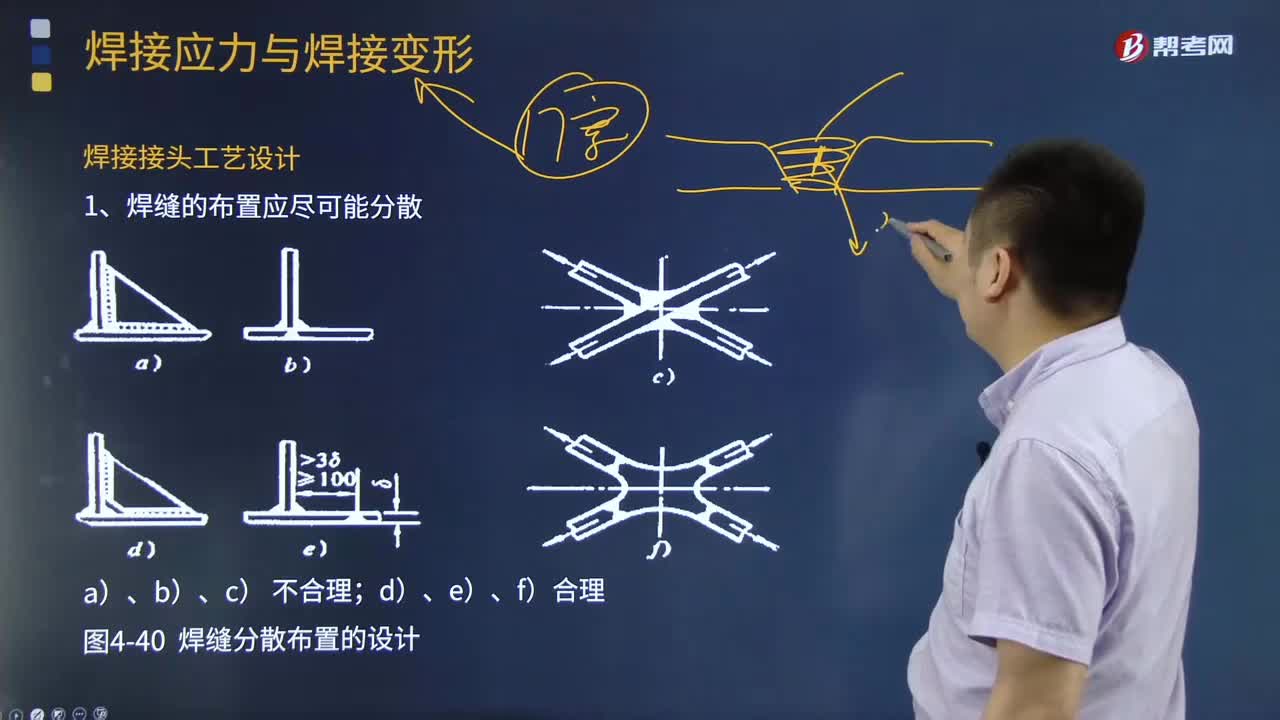
07:13焊接接头工艺设计时,焊缝的布置应注意哪些问题?:焊缝的布置应注意哪些问题?焊接接头工艺设计时,焊缝位置必须具有足够的操作空间以满足焊接时运条的需要。则要求施焊时接头处应便于存放焊剂。(2)有利于减少焊接应力与变形。设计焊接结构时,简化焊接工艺和提高结构的强度和刚度。焊缝布置应尽可能对称布置以减小变形。(3)焊缝的布置应避免密集、交叉。焊缝交叉或过分集中会造成接头部位过热,焊缝布置应避开焊接结构上应力最大的部位。焊接时会引起工件变形。
 04:01
04:01焊接技术管理有哪些要求?:焊接技术管理要求:将作业环境10m范围内所有易燃易爆物品清理干净,应注意作业环境的地沟、下水道内有无可燃液体和可燃气体,对焊接切割作业下方应进行隔离,3.应使用符合国家有关标准、规程要求的气瓶,在气瓶的贮存、运输、使用等环节应严格遵守安全操作规程。4.对输送可燃气体和助燃气体的管道应按规定安装、使用和管理,对操作人员和检查人员应进行专门的安全技术培训。应结合实际情况确定焊补方法。
 06:52
06:52焊接工艺规程有哪些注意事项?:焊接工艺规程是指制造所有有关的加工方法和实施要求的细则文件,它可保证由熟练焊工操作或操作工操作时质量的再现性。其中焊接工艺规程的注意事项如下:(1)WPS(焊接工艺规程)必须由单位自行编制,(2)编制WPS应以PQR(焊接工艺评定报告)为依据,(3)当某个焊接工艺评定因素的变化超出标准规定的评定范围时,(4)WPS应由具有一定专业知识和相当实践经验的焊接技术人员编制。
 03:33
03:33什么是焊接工艺评定?焊接工艺评定作用有哪些?:焊接工艺评定是指为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。对拟定的焊接工艺规程(WPS)进行评价的报告称为焊接工艺评定报告(PQR)。焊接工艺评定验证施焊单位拟定焊接工艺的正确性,应依据焊接工艺评定报告编制焊接工艺规程;一个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制,一个焊接工艺评定报告可用于编制多个焊接工艺规程,A.用于验证和评定焊接工艺方案的正确性。
 11:31
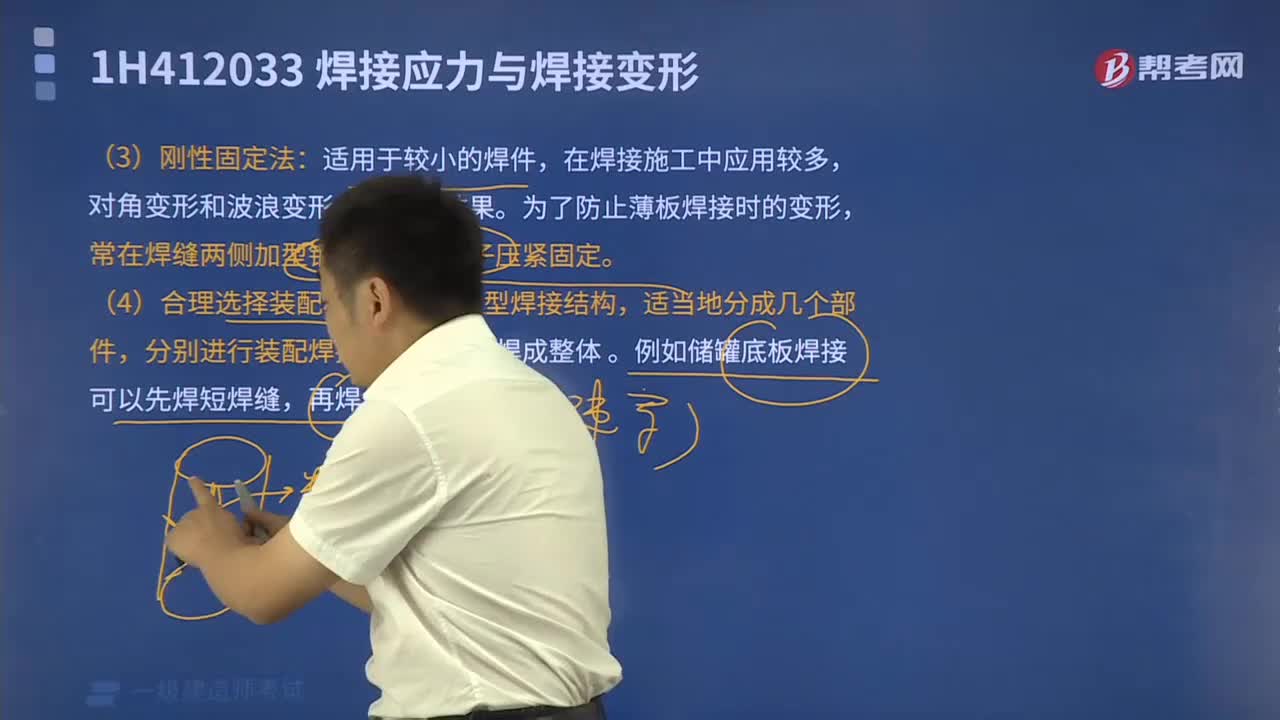
11:31金属储罐预防焊接变形技术措施有哪些?:金属储罐预防焊接变形技术措施有哪些?1.底板控制焊接变形的措施,(2)中幅板焊接先焊短焊缝、后焊长焊缝:焊前要将长焊缝的定位焊点全部铲开,初层焊道采用分段退焊或跳焊法;2.壁板控制焊接变形的措施,(1)壁板焊接要先纵缝、后环缝;采用小电流、快速焊的焊接参数施焊。【例题·多选题】金属罐中幅板塔接接头采用手工焊接时,控制焊接变形的主要工艺措施有( )。A.先焊短焊缝:
 03:25
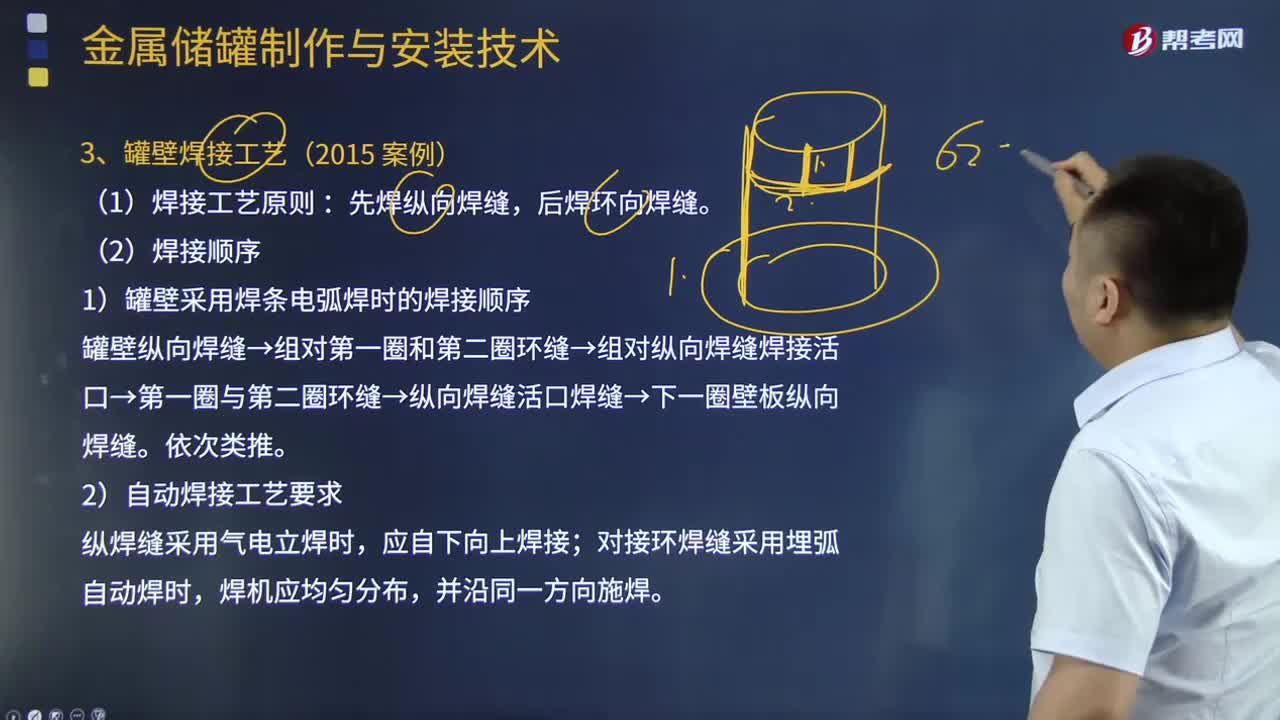
03:25什么是金属储罐罐壁焊接工艺?:什么是金属储罐罐壁焊接工艺?金属储罐的焊接工艺分为罐底焊接工艺和罐壁焊接工艺两部分。1.焊接工艺原则:2.焊接顺序:(1)罐壁采用焊条电弧焊时的焊接顺序。罐壁纵向焊缝→组对第一圈和第二圈环缝→组对纵向焊缝焊接活口→第一圈与第二圈环缝→纵向焊缝活口焊缝→下一圈壁板纵向焊缝。(2)自动焊接工艺要求;纵焊缝采用气电立焊时,对接环焊缝采用埋弧自动焊时。
 04:51
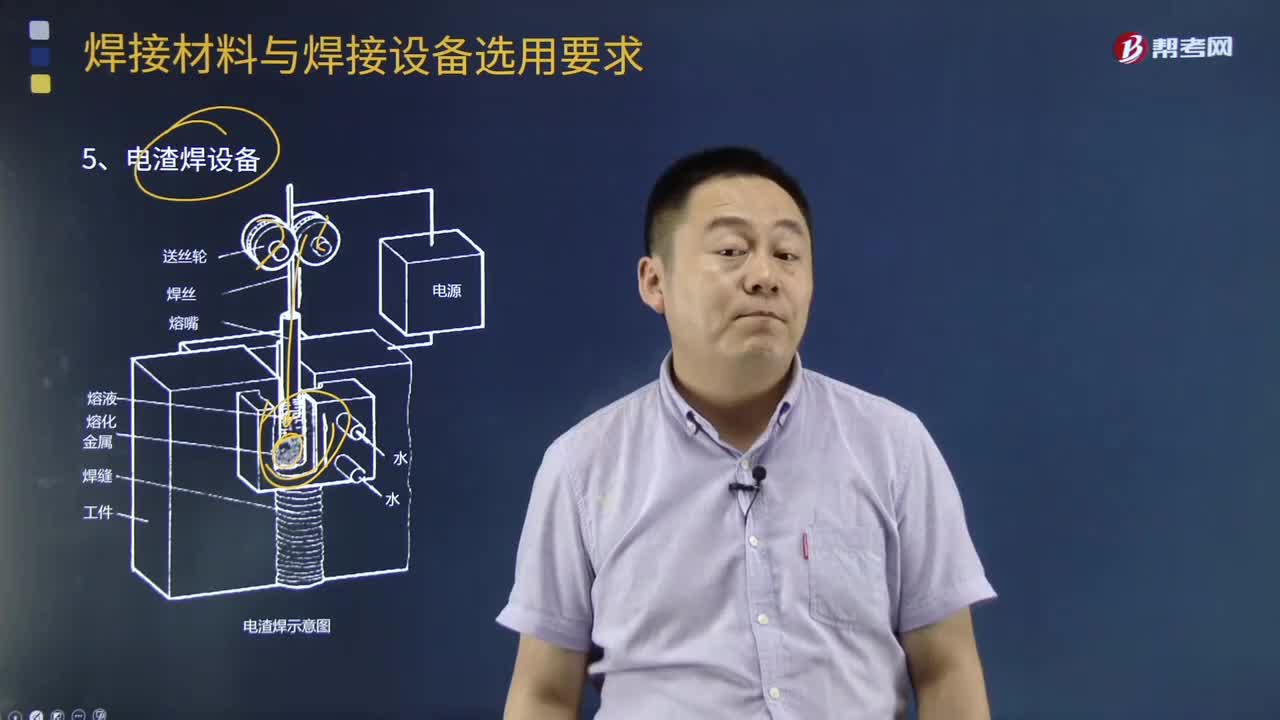
04:51焊接设备的主要类型有哪些?:焊接设备的主要类型有电焊机、火焰焊设备和其他焊接设备。(1)电弧焊机,它又分为手工弧焊机(弧焊变压器、弧焊整流器和弧焊发电机)、埋弧焊机和气体保护弧焊机(不熔化极气体保护焊机和熔化极气体保护焊机)。(2)电阻焊机,它分为点焊机、凸焊机、缝焊机和对焊机。如电渣焊机、等离子弧焊机、高频焊机、电子束焊机、光束焊机、超声波焊机、摩擦焊机、冷压焊机、钎焊机等。
 06:09
06:09什么是金属储罐罐底焊接工艺?:什么是金属储罐罐底焊接工艺?金属储罐的焊接工艺分为罐底焊接工艺和罐壁焊接工艺两部分。罐底焊接工艺:1.焊接工艺原则:采用收缩变形最小的焊接工艺及焊接顺序。中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅板之间的收缩缝。3.焊接顺序与控制焊接变形的主要工艺措施:搭接焊接接头可采用焊条电弧焊,先焊短焊缝。
 07:31
07:31焊接材料的复验有哪些?:焊接材料复验分为钢结构的焊接材料复验和特种设备的焊接材料复验。1、钢结构的焊接材料复验,钢结构所用焊接材料应按到货批次进行复验:(2)建筑结构安全等级为二级的一级焊缝。1.一级焊缝应进行100%的检验,2.二级焊缝应进行抽检;2、特种设备的焊接材料复验,(1)球罐用的焊条和药芯焊丝应按批号进行扩散氢复验:焊接材料质量证明书或合格证书上应注明库存的期限
 16:35
16:35塔器安装产品怎么做焊接试件?:塔器安装产品怎么做焊接试件?塔器现场组焊必须制备产品焊接试板(以下称试板)。(1)试件应由施焊容器的焊工,在施焊容器时相同条件下采用与施焊容器相同的焊接工艺焊接制作。试件应随容器一起进行热处理。试板的焊接接头经外观检查和无损检测,焊接试板上截取试样的评定按照标准执行,试件的弯曲试验。焊接产品试件的复验,加氢反应器结构、焊接试件示意图如下,【例题·单选题】容器的产品焊接试件应由( )焊工进行焊接:
 00:44
00:44一建市政:钢筋“焊接”有哪些?:一建市政:钢筋“焊接”用于钢筋焊接骨架和钢筋焊接网。2. 电渣压力焊:用于柱、墙等构件中竖向或斜向钢筋。包括帮条焊、搭接焊、坡口焊、窄间隙焊和熔槽帮条焊。4. 气压焊:可用于钢筋在垂直位置、水平位置或倾斜位置的对接焊接。

帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日