
下载亿题库APP
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
高密度聚乙烯膜的焊接工艺和焊缝检测技术分别是怎样的?
高密度聚乙烯(HDPE)膜不易被破坏、寿命长且防渗效果极强,其自身质量及焊接 质量是防渗层施工质量的关键。
1、焊接工艺
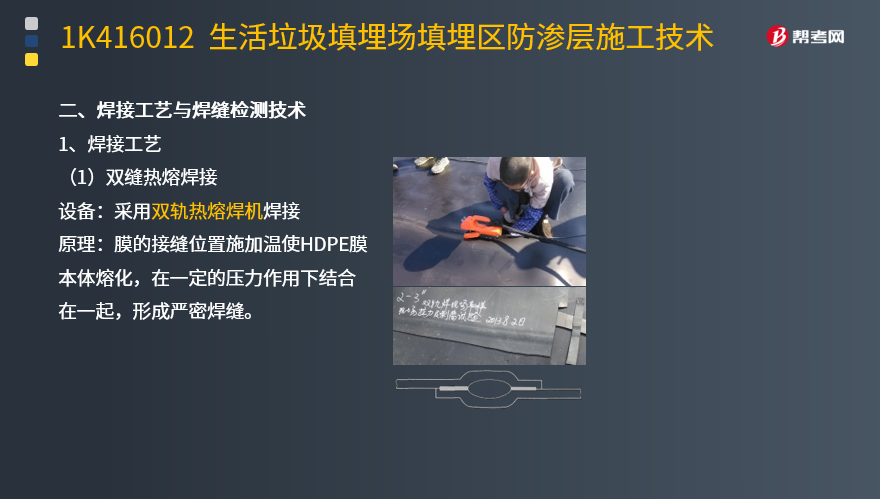
(1)双缝热熔焊接
设备:采用双轨热熔焊机焊接。
原理:膜的接缝位置施加温使HDPE膜。
本体熔化,在一定的压力作用下结合在一起,形成严密焊缝。
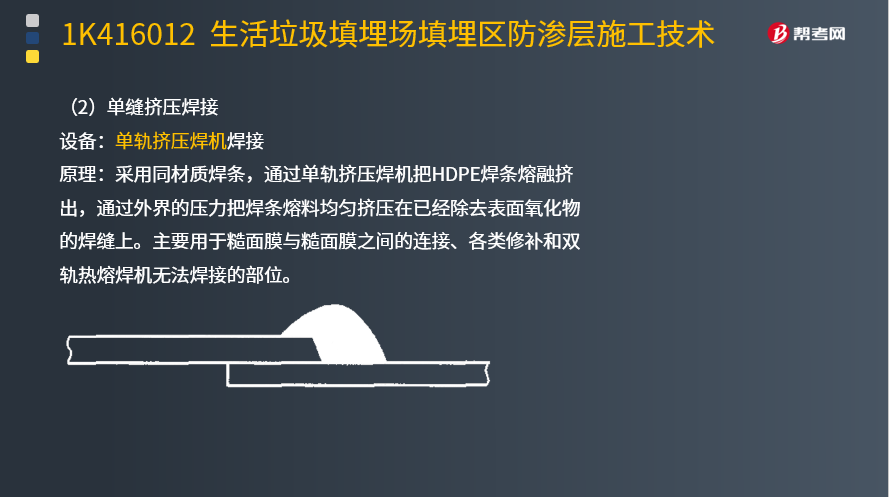
(2)单缝挤压焊接
设备:单轨挤压焊机焊接。
原理:采用同材质焊条,通过单轨挤压焊机把HDPE焊条熔融挤出,通过外界的压力把焊条熔料均匀挤压在已经除去表面氧化物的焊缝上。主要用于糙面膜与糙面膜之间的连接、各类修补和双轨热熔焊机无法焊接的部位。
2、焊缝检测技术(非破坏性检测技术)
双缝热熔焊缝:气压检测法
单缝挤压焊缝:真空及电火花检测法。
1)气压检测:
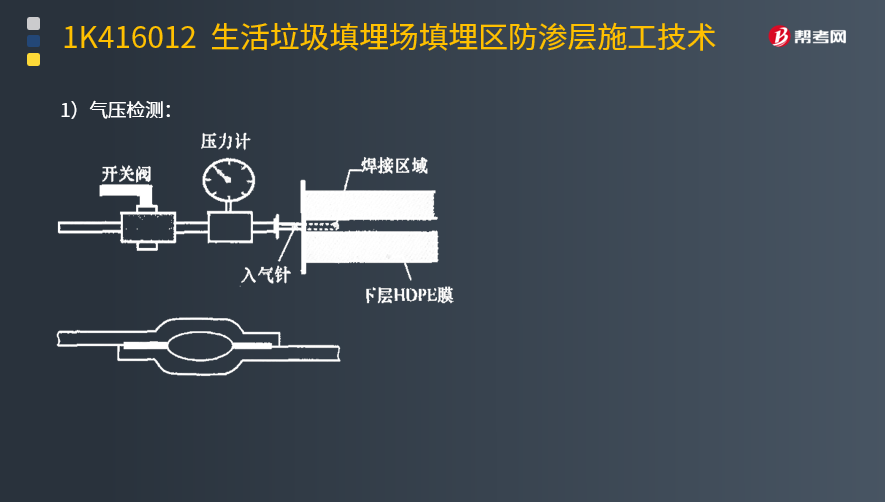
原理:热熔焊接形成双缝焊缝,焊缝中间预留气腔,采用气压检测设备检测焊缝的强度和气密性。
流程及判定:焊缝施工完毕后,将焊缝气腔两端封堵,用气压检测没备对焊缝气腔加压至250kPa,维持3~5min,气压不应低于240kPa,然后在焊缝的另一端开孔放气,气压表指针能够迅速归零视为合格。
2)真空检测
挤压焊接所形成的单缝焊缝,应采用真空检测法检测。
流程及判定:在HDPE膜焊缝上涂上肥皂水,罩上五面密封的真空罩,用真空泵抽真空,当真空罩内气压达到25~35kPa时焊缝无任何泄漏视为合格。
3)电火花检测
挤压焊缝的电火花检测等效于真空检测,适用于地形复杂的地段。
流程及判定:在挤压焊缝中预先埋设一条φ0.3~φ0.5mm的细铜线,利用35kV的高压脉冲电源探头在距离焊缝10~30mm的高度探扫,无火花出现视为合格,否则说明出现火花的部位有漏洞。
 372
372焊缝是怎样检验的?:(1)焊缝表面:焊缝表面不允许存在的缺陷包括。裂纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满,咬边、角焊缝厚度不足、角焊缝焊脚不对称等,容器焊接后应检查几何尺寸。同一端面最大内直径与最小内径之差、椭圆度、矩形容器截面上最大边长与最小边长之差、焊接接头棱角度(环向和轴向)等:气孔是指焊接时。熔池中的气体未在金属凝固前逸出,夹渣是指焊后溶渣残存在焊缝中的现象:未熔合是指焊缝金属与母材金属。
 433
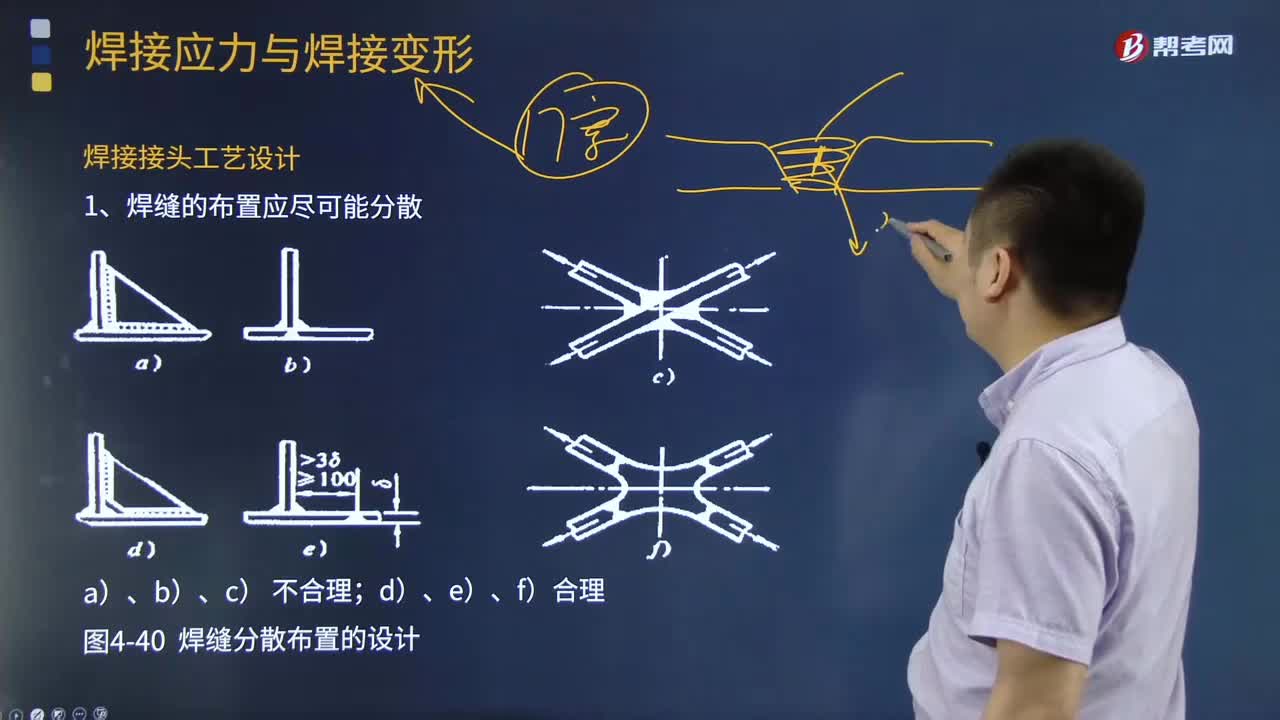
433焊接接头工艺设计时,焊缝的布置应注意哪些问题?:焊缝的布置应注意哪些问题?焊接接头工艺设计时,焊缝位置必须具有足够的操作空间以满足焊接时运条的需要。则要求施焊时接头处应便于存放焊剂。(2)有利于减少焊接应力与变形。设计焊接结构时,简化焊接工艺和提高结构的强度和刚度。焊缝布置应尽可能对称布置以减小变形。(3)焊缝的布置应避免密集、交叉。焊缝交叉或过分集中会造成接头部位过热,焊缝布置应避开焊接结构上应力最大的部位。焊接时会引起工件变形。
 213
213什么是焊接工艺评定?焊接工艺评定作用有哪些?:焊接工艺评定是指为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。对拟定的焊接工艺规程(WPS)进行评价的报告称为焊接工艺评定报告(PQR)。焊接工艺评定验证施焊单位拟定焊接工艺的正确性,应依据焊接工艺评定报告编制焊接工艺规程;一个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制,一个焊接工艺评定报告可用于编制多个焊接工艺规程,A.用于验证和评定焊接工艺方案的正确性。
 00:49
00:492020-05-30
 01:23
01:232020-05-30
 00:56
00:562020-05-27
 01:59
01:592020-05-27
 06:03
06:032020-05-12

微信扫码关注公众号
获取更多考试热门资料













