下载亿题库APP
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
 01:04
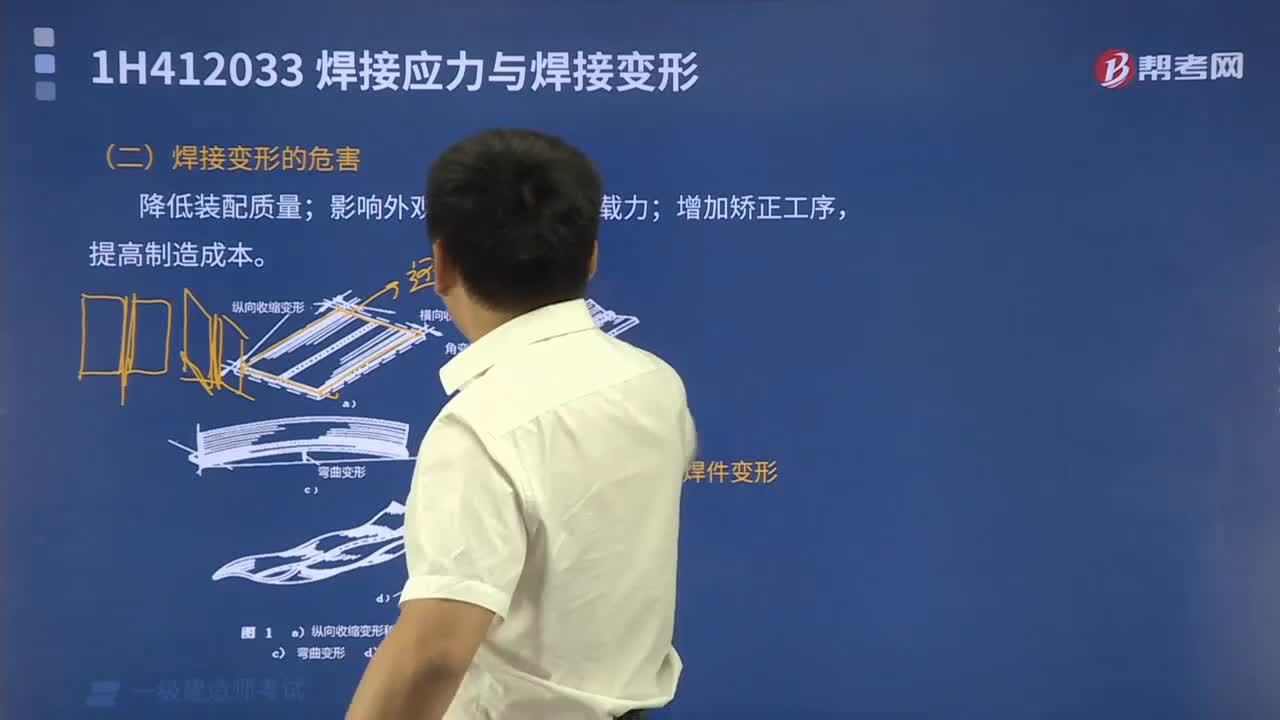
01:04焊接变形的危害性及预防焊接变形的措施讲了哪些内容?:焊接变形的危害性及预防焊接变形的措施讲了哪些内容?
 10:24
10:24防止焊接变形应采取哪些合理的焊接工艺措施?:防止焊接变形应采取哪些合理的焊接工艺措施?(1)合理的焊接方法。尽量用气体保护焊等热源集中的焊接方法。储罐底板焊接顺序采用先焊中幅板、边缘板对接焊缝外300mm长,待焊接完壁板和边缘板角焊缝后;再焊接边缘板剩余对接焊缝。最后焊接中幅板和边缘板的环焊缝,【例题·单选题】立式圆筒形钢制储罐底板在不同阶段的施焊顺序,A.先壁板与边缘板角焊缝,再边缘板剩余对接焊缝。
 06:07
06:07预防焊接变形的措施都有哪些?:焊接变形的产生多数是由于焊接产生的热量不对称,预防焊接变形的方法措施:采用反变形法、采用小锤锤击中间焊道、采用合理的焊接顺序、利用工卡具刚性固定、分析回弹常数。1.进行合理的焊接结构设计。焊缝尽量以构件截面的中性轴对称。(2)合理选择焊缝数量和长度,尽可能减少焊缝截面尺寸。为了防止焊件焊接以后发生尺寸缩短。先将焊件向焊接变形相反的方向进行人为的变形,为了防止薄板焊接时的变形:
 03:13
03:13焊接变形可分为哪几类?:焊接变形可分为哪几类?焊接变形可分为面内变形和面外变形。(一)焊接变形的分类。焊接变形可以区分为在焊接热过程中发生的瞬态热变形和室温条件下的残余变形,又可分为焊件的面内变形和面外变形:可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形:可分为角变形、弯曲变形、扭曲变形、失稳波浪变形;降低装配质量;【例题·单选题】 焊接变形的危害不包括():C.降低承载力;D.降低装配质量。
 01:07
01:07球形罐进行泄漏试验的有哪些条件?:球形罐进行泄漏试验的有哪些条件?钢制焊接球形储罐(以下简称球形罐或球罐)为球形的承压金属容器,球形罐盛装的是压力较高的气体或液化气体,多数是易燃、易爆介质,安装施工难度大、质量要求高。球形罐进行泄漏试验满足以下条件:泄漏性试验:(1)球罐需经耐压试验合格后方可进行泄漏性试验。(2)泄漏性试验分为气密试验、氨检漏试验、卤素检漏试验和氦检漏试验。
 02:55
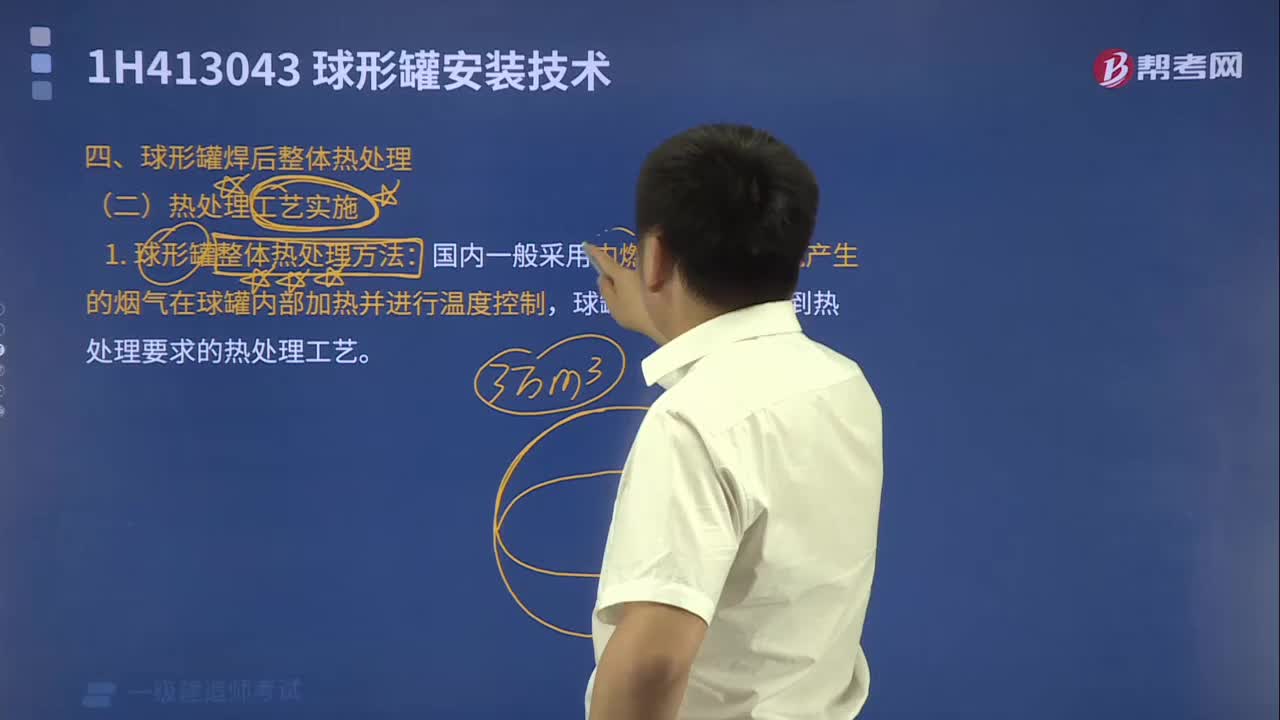
02:55球形罐焊后怎么进行整体热处理?:球形罐焊后怎么进行整体热处理?球形储罐焊后整体热处理技术是保证工程质量的重要环节,通过对热处理工艺进行理论分析和验证,采取各种措施加强热处理工艺的控制以此来保证产品质量。1.热处理工艺实施:球形罐整体热处理方法。球罐外部保温而达到热处理要求的热处理工艺,2.整体热处理后质量检验,(1)球罐焊后热处理完成后。主要包括热处理工艺报告和产品试板力学性能试验报告两个方面。
 09:12
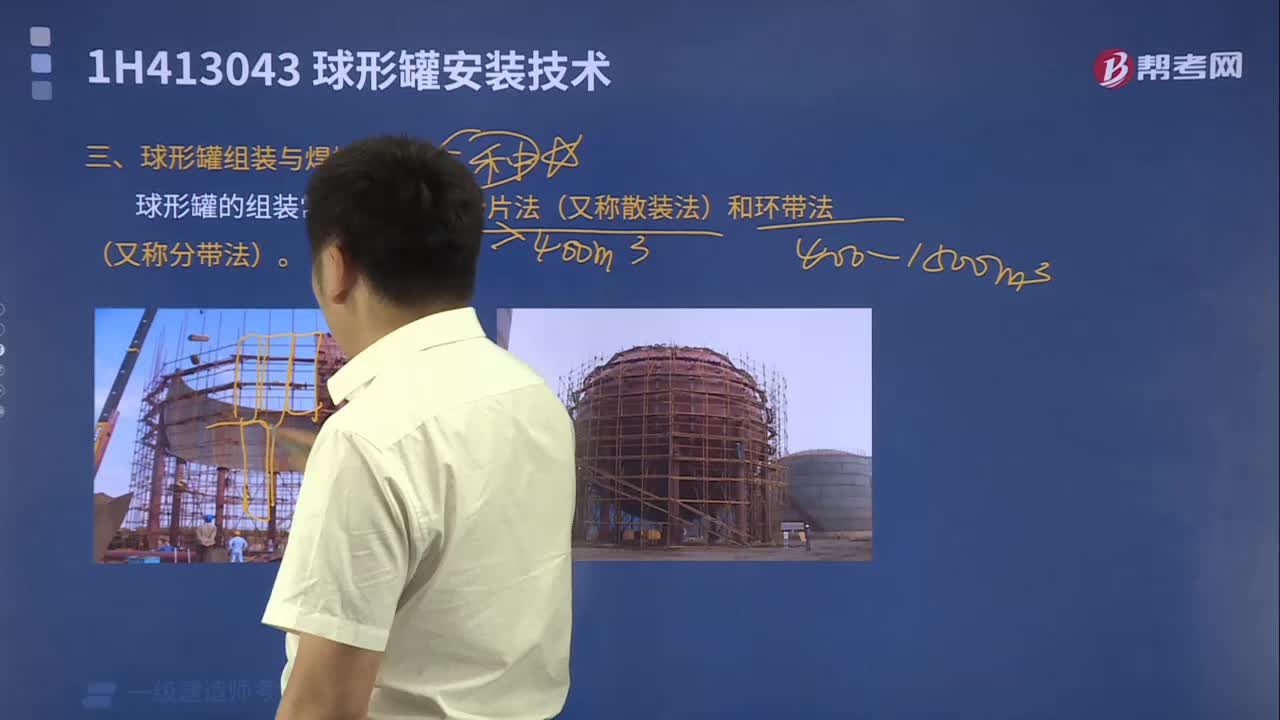
09:12球形罐如何组装和焊接?:钢制焊接球形储罐(以下简称球形罐或球罐)为球形的承压金属容器,散装法是以单块球壳板(或几块球壳板)为最小组装单元的组装方法,组装采用工卡具调整球壳板组对间隙和错边量。支柱和赤道板组对→赤道带板组装→中心柱安装→下温带板组装→上温带板组装→中心柱拆除→下极板组装→上极板组装→内外脚手架搭设→调整及组装质量总体检查,然后把各环带组装成球罐的方法,2.组装焊接原则程序;
 02:30
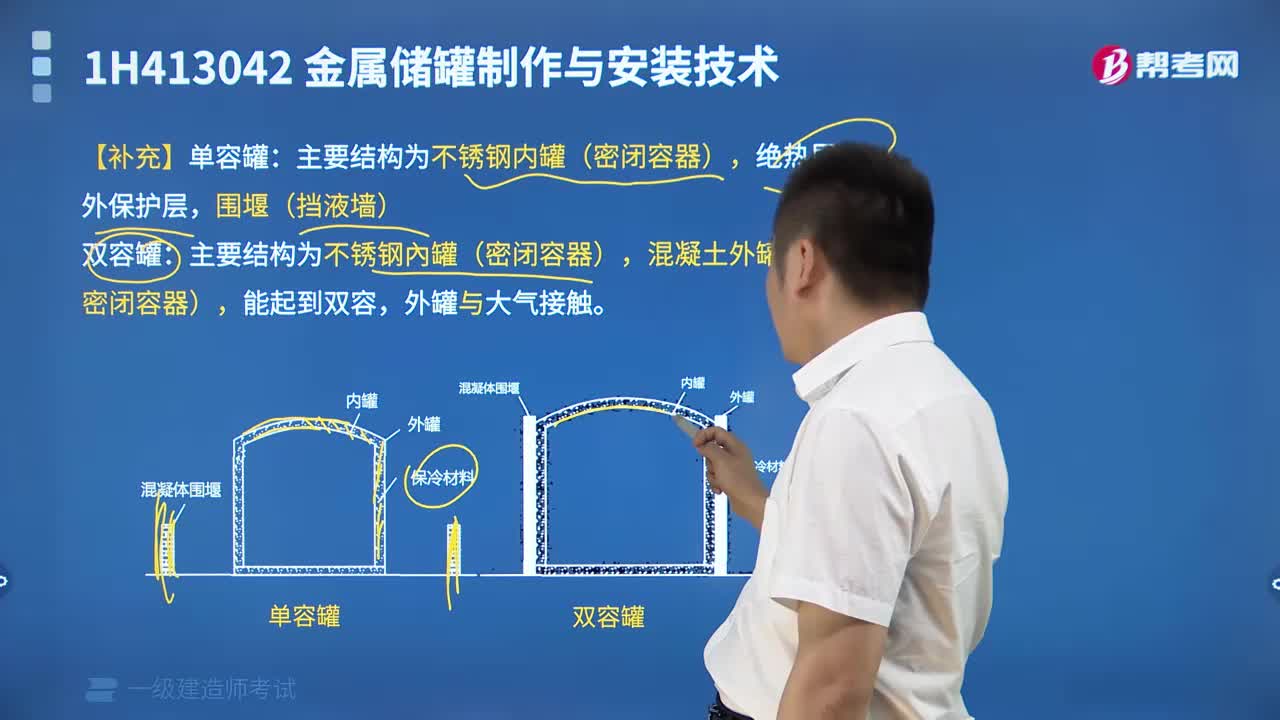
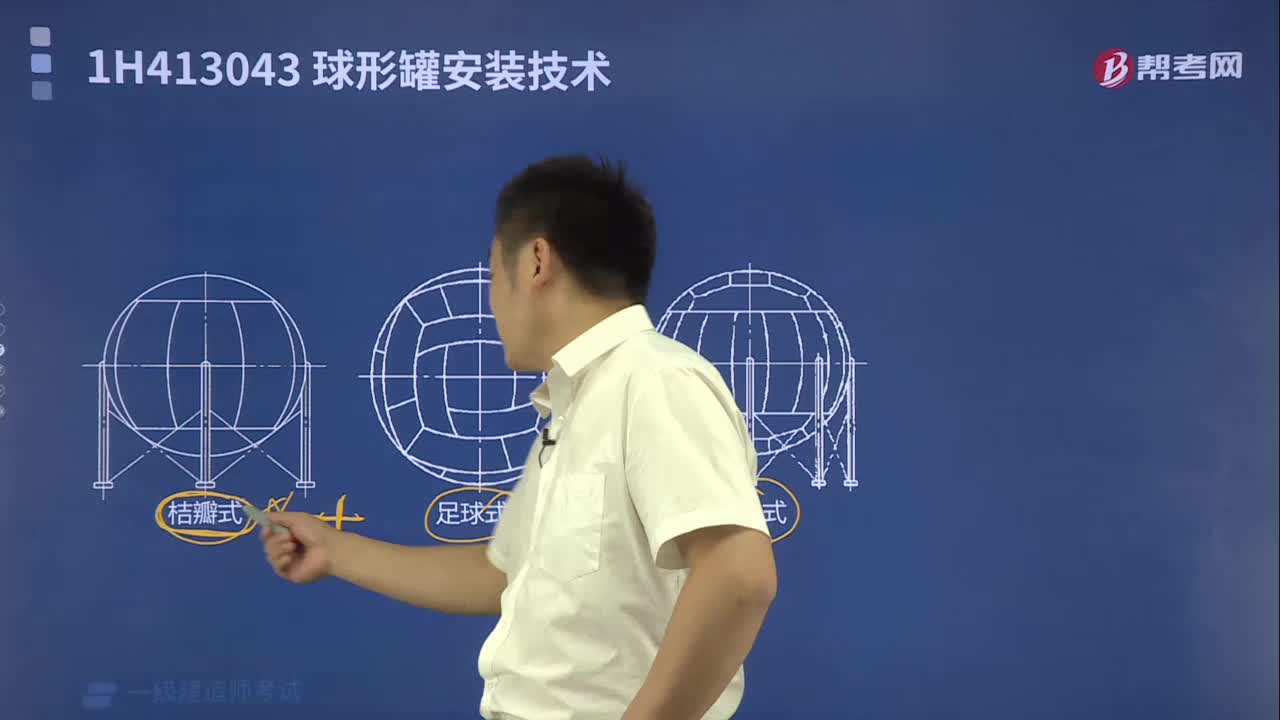
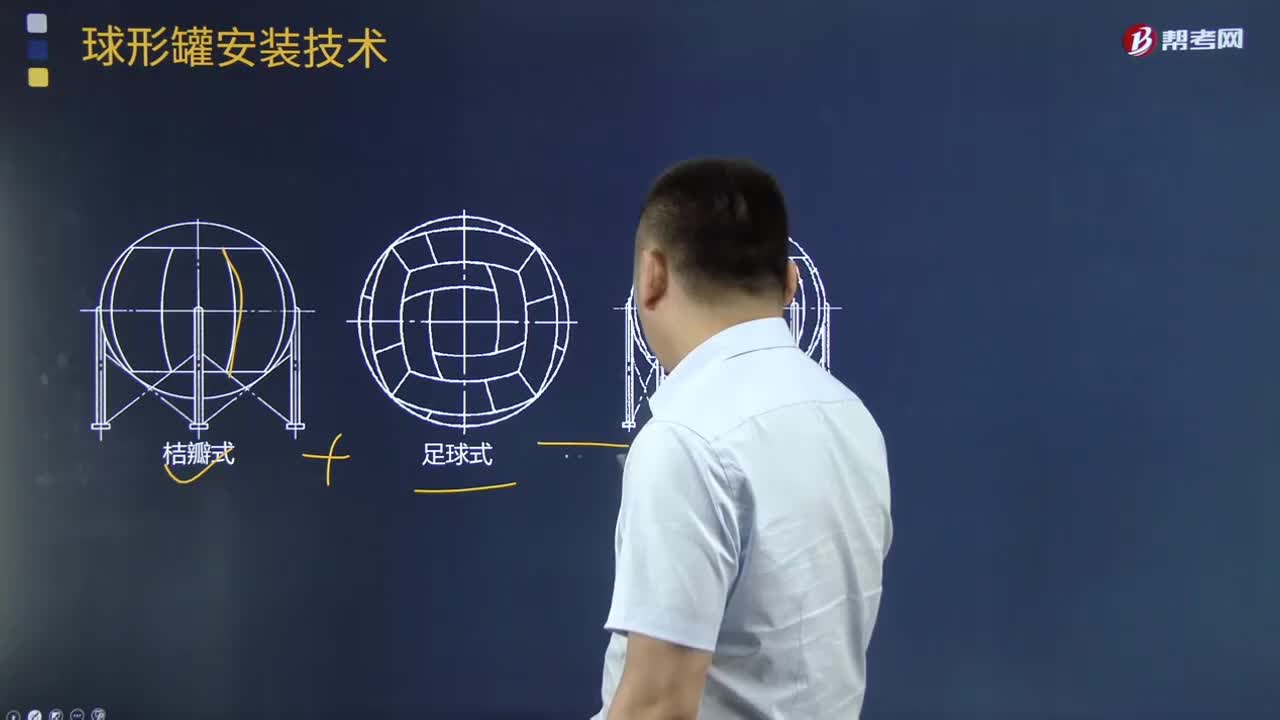
02:30球形罐的构造是什么?有哪些形式?:钢制焊接球形储罐(以下简称球形罐或球罐)为球形的承压金属容器,球形罐盛装的是压力较高的气体或液化气体,球形罐由球罐本体、支座(或支柱)及附件组成,球罐本体为球壳板拼焊而成的圆球形容器。球形罐的支座常为多根钢管制成的柱式支座。以赤道正切柱式最普遍:部分大型球罐罐内还有内部转梯。球形罐按其本体壳板的分片结构形式可分为桔瓣式、足球式和混合式三种,组成球壳体的球壳板板片由经线和纬线分割而成。
 03:33
03:33什么是焊接工艺评定?焊接工艺评定作用有哪些?:焊接工艺评定是指为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。对拟定的焊接工艺规程(WPS)进行评价的报告称为焊接工艺评定报告(PQR)。焊接工艺评定验证施焊单位拟定焊接工艺的正确性,应依据焊接工艺评定报告编制焊接工艺规程;一个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制,一个焊接工艺评定报告可用于编制多个焊接工艺规程,A.用于验证和评定焊接工艺方案的正确性。
 11:31
11:31金属储罐预防焊接变形技术措施有哪些?:金属储罐预防焊接变形技术措施有哪些?1.底板控制焊接变形的措施,(2)中幅板焊接先焊短焊缝、后焊长焊缝:焊前要将长焊缝的定位焊点全部铲开,初层焊道采用分段退焊或跳焊法;2.壁板控制焊接变形的措施,(1)壁板焊接要先纵缝、后环缝;采用小电流、快速焊的焊接参数施焊。【例题·多选题】金属罐中幅板塔接接头采用手工焊接时,控制焊接变形的主要工艺措施有( )。A.先焊短焊缝:
 03:25
03:25什么是金属储罐罐壁焊接工艺?:什么是金属储罐罐壁焊接工艺?金属储罐的焊接工艺分为罐底焊接工艺和罐壁焊接工艺两部分。1.焊接工艺原则:2.焊接顺序:(1)罐壁采用焊条电弧焊时的焊接顺序。罐壁纵向焊缝→组对第一圈和第二圈环缝→组对纵向焊缝焊接活口→第一圈与第二圈环缝→纵向焊缝活口焊缝→下一圈壁板纵向焊缝。(2)自动焊接工艺要求;纵焊缝采用气电立焊时,对接环焊缝采用埋弧自动焊时。
 06:09
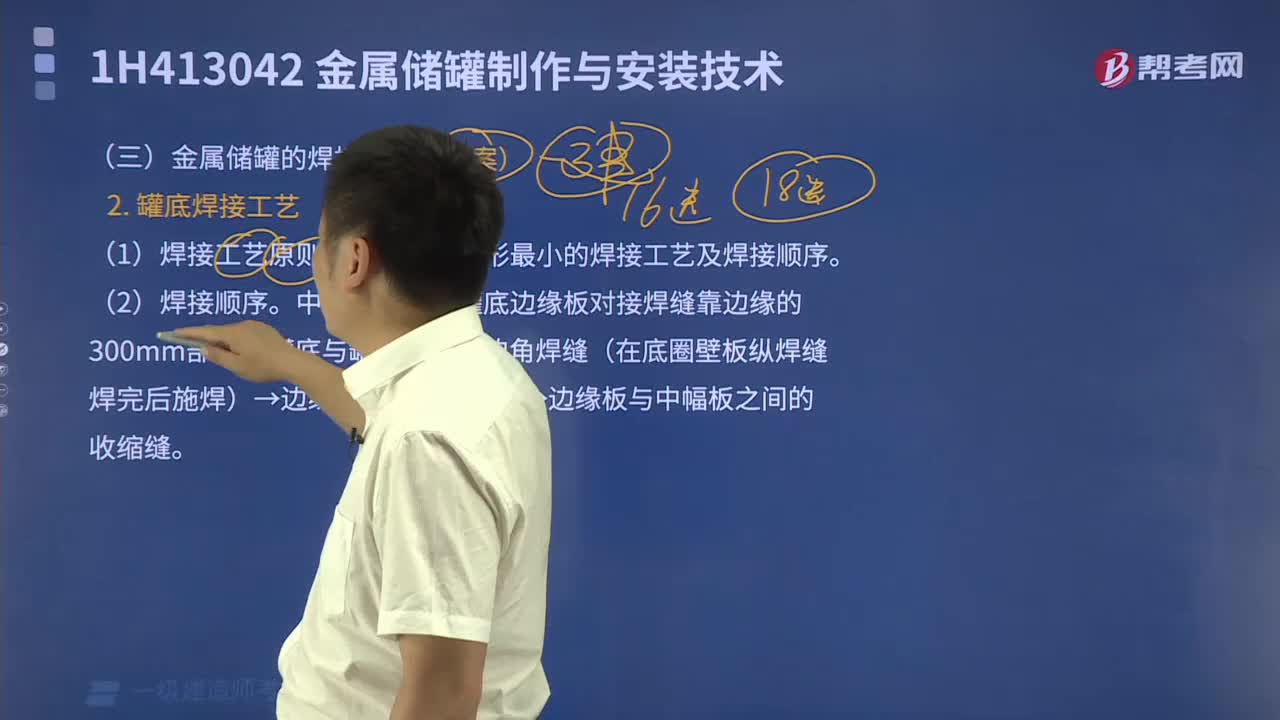
06:09什么是金属储罐罐底焊接工艺?:什么是金属储罐罐底焊接工艺?金属储罐的焊接工艺分为罐底焊接工艺和罐壁焊接工艺两部分。罐底焊接工艺:1.焊接工艺原则:采用收缩变形最小的焊接工艺及焊接顺序。中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅板之间的收缩缝。3.焊接顺序与控制焊接变形的主要工艺措施:搭接焊接接头可采用焊条电弧焊,先焊短焊缝。

帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日