
下载亿题库APP
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
金属储罐预防焊接变形技术措施有哪些?
预防焊接变形技术措施有组装技术措施和焊接技术措施两种。
(一)组装技术措施
1.焊缝要分散、对称布置。
2.底板边缘板对接接头采用不等间隙,间隙要外小内大;采用反变形措施,在边缘板下安装楔铁,补偿焊缝的角向收缩。
3.壁板卷制中要用弧形样板检查边缘的弧度,避免壁板纵缝组对时形成尖角。可用弧形护板定位控制纵缝的角变形。
(二)焊接技术措施
1.底板控制焊接变形的措施
(1)边缘板采用隔缝焊接。
(2)中幅板焊接先焊短焊缝、后焊长焊缝,焊前要将长焊缝的定位焊点全部铲开,用定位板固定。
(3)罐底与罐壁连接的角焊缝:先焊内侧环形角缝,再焊外侧环形角缝。由数对焊工对称均匀分布,同一方向进行分段焊接。初层焊道采用分段退焊或跳焊法。
2.壁板控制焊接变形的措施
(1)壁板焊接要先纵缝、后环缝,环缝焊工要对称分布,沿同一方向施焊;
(2)打底焊时,焊工要分段跳焊或分段退焊;
(3)在焊接薄板时,应采用Φ3.2的焊条,采用小电流、快速焊的焊接参数施焊,用小焊接热输入,减少焊缝的热输入量,降低焊接应力,减少焊接变形。
下面我们以一级建造师考试例题为例,给大家说明一下这个知识点在考试中的应用,希望对大家有所帮助。
【例题·多选题】金属罐中幅板塔接接头采用手工焊接时,控制焊接变形的主要工艺措施有( )。
A.先焊短焊缝,后焊长焊缝
B.焊工均匀分布,同向分段焊接(罐底与罐壁连接的角焊缝)
C.焊工均匀分布,对称施焊(沿同一方向施焊)
D.初层焊道采用分段退焊法
E.初层焊道采用分段跳焊法
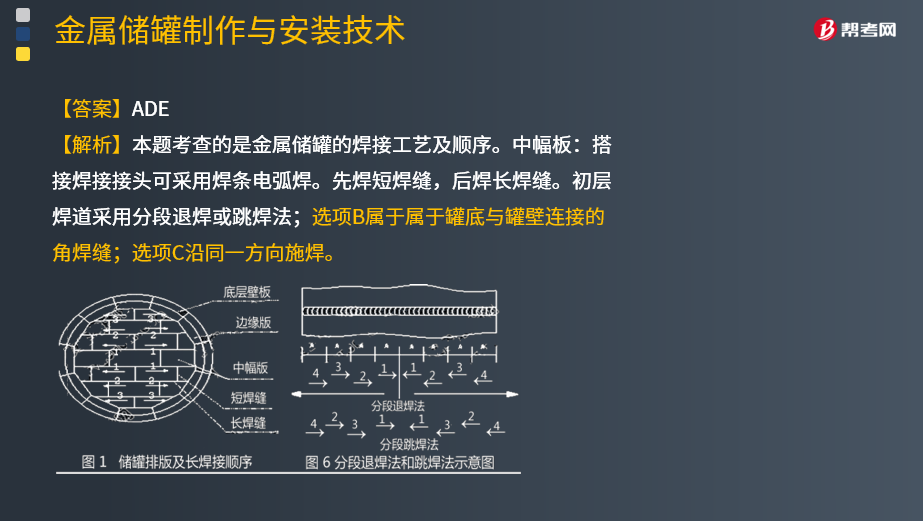
【答案】ADE
【解析】本题考查的是金属储罐的焊接工艺及顺序。中幅板:搭接焊接接头可采用焊条电弧焊。先焊短焊缝,后焊长焊缝。初层焊道采用分段退焊或跳焊法;选项B属于属于罐底与罐壁连接的角焊缝;选项C沿同一方向施焊。
 184
184机电工程有哪些新技术?:基于BIM的管线综合技术、机电管线及设备工厂化预制技术、金属圆形螺旋风管制安技术、导线连接器应用技术。1.基于BIM的管线综合技术。(1)工厂模块化预制技术从设计、生产到安装和调试深度结合集成,实现建筑机电安装标准化、产品模块化及集成化。减少现场施工工程量、缩短工期、减少污染、实现建筑机电安装全过程绿色施工;4.导线连接器应用技术。能确保导线连接所必需的电气连续、机械强度、保护措施。
 624
624防止焊接变形应采取哪些合理的焊接工艺措施?:防止焊接变形应采取哪些合理的焊接工艺措施?(1)合理的焊接方法。尽量用气体保护焊等热源集中的焊接方法。储罐底板焊接顺序采用先焊中幅板、边缘板对接焊缝外300mm长,待焊接完壁板和边缘板角焊缝后;再焊接边缘板剩余对接焊缝。最后焊接中幅板和边缘板的环焊缝,【例题·单选题】立式圆筒形钢制储罐底板在不同阶段的施焊顺序,A.先壁板与边缘板角焊缝,再边缘板剩余对接焊缝。
 367
367预防焊接变形的措施都有哪些?:焊接变形的产生多数是由于焊接产生的热量不对称,预防焊接变形的方法措施:采用反变形法、采用小锤锤击中间焊道、采用合理的焊接顺序、利用工卡具刚性固定、分析回弹常数。1.进行合理的焊接结构设计。焊缝尽量以构件截面的中性轴对称。(2)合理选择焊缝数量和长度,尽可能减少焊缝截面尺寸。为了防止焊件焊接以后发生尺寸缩短。先将焊件向焊接变形相反的方向进行人为的变形,为了防止薄板焊接时的变形:
 00:49
00:492020-05-30
 01:23
01:232020-05-30
 00:56
00:562020-05-27
 01:59
01:592020-05-27
 06:03
06:032020-05-12

微信扫码关注公众号
获取更多考试热门资料













