
下载亿题库APP
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
降低焊接应力分为哪几种措施?
降低焊接应力分为设计措施和工艺措施。
1.设计措施
(1)尽量减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
(2)防止焊缝过于集中,从而避免焊接应力峰值叠加。
(3)将容器的接管口设计成翻边式,少用承插式。
2.工艺措施
(1)采用较小的焊接线能量,减小焊缝热塑变的范围,从而降低焊接应力。
(2)合理安排装配焊接顺序,使焊缝有自由收缩的余地,降低焊接中的残余应力。
(3)层间进行锤击,使金属晶粒间的应力得以释放,从而降低焊接应力。
(4)焊接高强钢时,选用塑性较好的焊条。
焊接时由焊接能源输入给单位长度焊缝上的热量,又称为焊接线能量。
线能量的计算公式:q = IU/v,式中:
I—焊接电流 A
U—电弧电压 V
v—焊接速度cm/s
q—线能量J/cm
线能量综合了焊接电流、电弧电压和焊接速度三大焊接工艺参数对焊接热循环的影响。
(5)采用整体预热。
(6)降低焊缝中的含氢量及焊后进行消氢处理,减小氢致集中应力。
(7)采用热处理的方法:整体高温回火:局部高温回火或温差拉伸法(低温消除应力法,伴随焊缝两侧的加热同时加水冷)。
 309
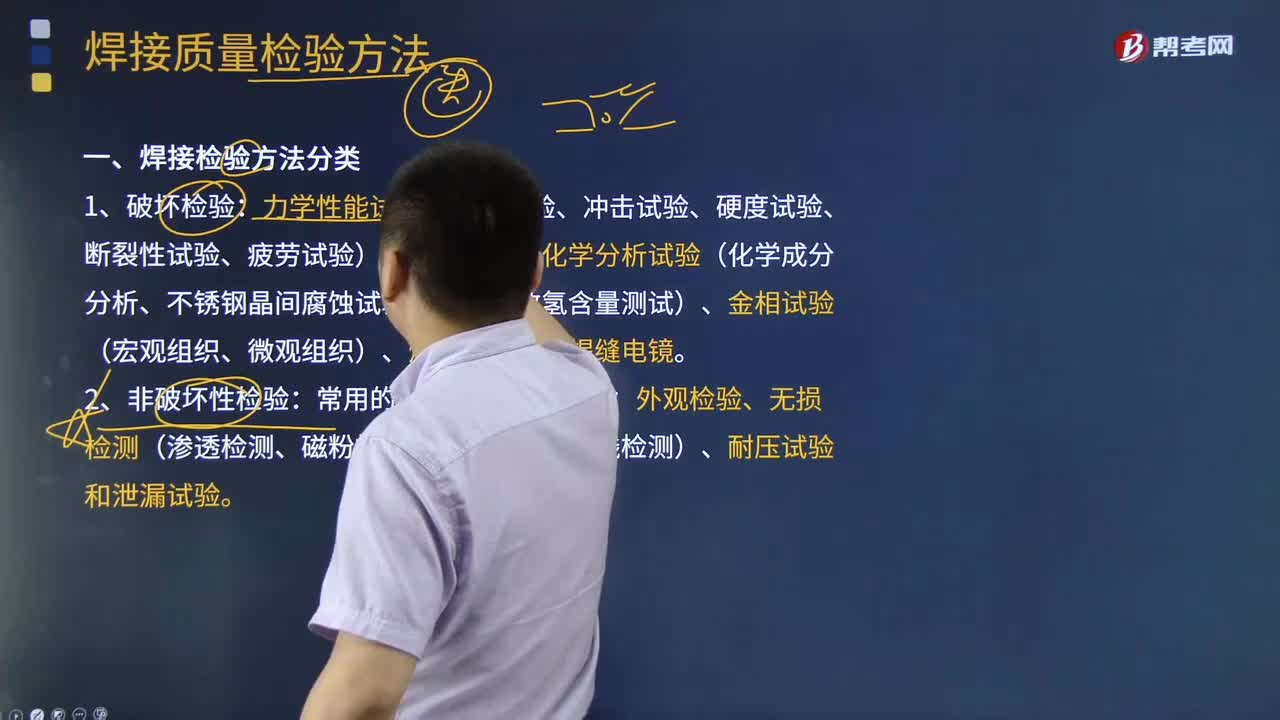
309焊接检验可分为哪几种方法?:焊接检验可分为哪几种方法?焊接检测方法很多,一、按焊接检测数量分,在焊接过程中质量变化不大,可以对焊接接头质量进行抽样检测。2.全检 对所有焊缝或者产品进行100%的检测。二、 按焊接检验方法分:(一)焊接检验方法分类。
 624
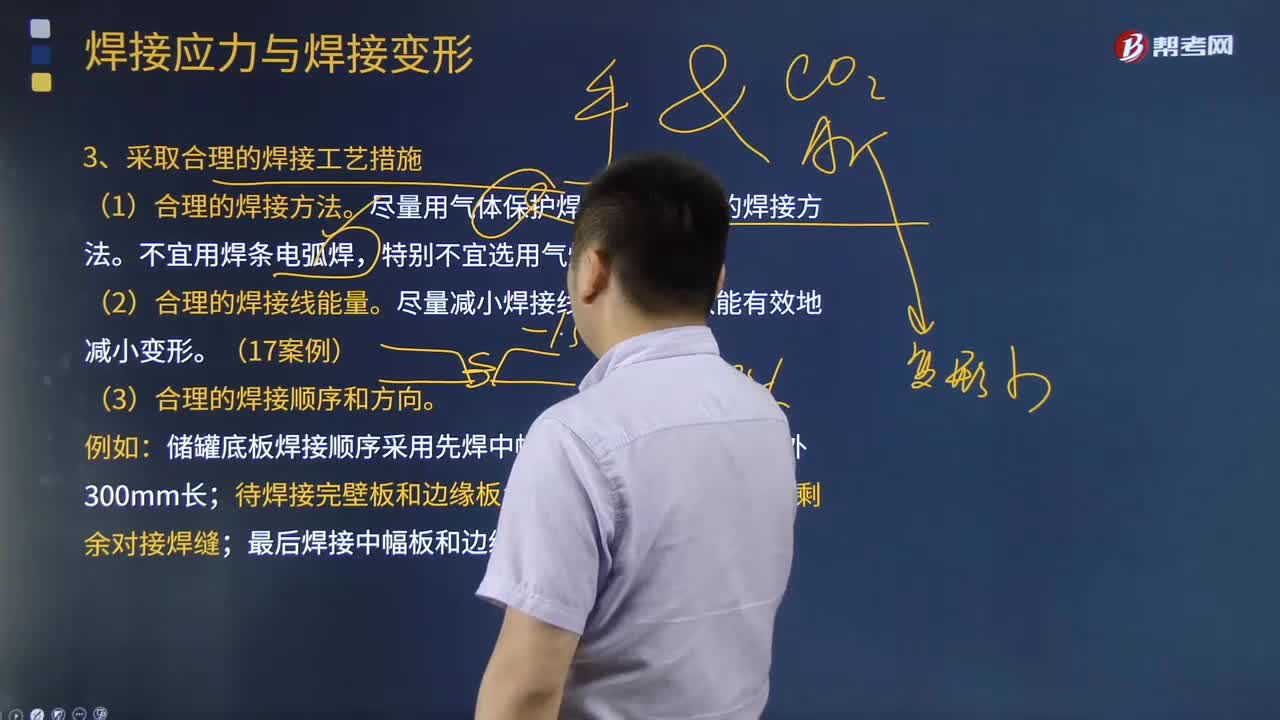
624防止焊接变形应采取哪些合理的焊接工艺措施?:防止焊接变形应采取哪些合理的焊接工艺措施?(1)合理的焊接方法。尽量用气体保护焊等热源集中的焊接方法。储罐底板焊接顺序采用先焊中幅板、边缘板对接焊缝外300mm长,待焊接完壁板和边缘板角焊缝后;再焊接边缘板剩余对接焊缝。最后焊接中幅板和边缘板的环焊缝,【例题·单选题】立式圆筒形钢制储罐底板在不同阶段的施焊顺序,A.先壁板与边缘板角焊缝,再边缘板剩余对接焊缝。
 458
458降低焊接应力分为哪几种措施?:降低焊接应力分为哪几种措施?降低焊接应力分为设计措施和工艺措施。(1)尽量减少焊缝的数量和尺寸,可减小变形量。从而避免焊接应力峰值叠加,减小焊缝热塑变的范围,(2)合理安排装配焊接顺序。降低焊接中的残余应力,从而降低焊接应力。焊接时由焊接能源输入给单位长度焊缝上的热量:线能量综合了焊接电流、电弧电压和焊接速度三大焊接工艺参数对焊接热循环的影响。(6)降低焊缝中的含氢量及焊后进行消氢处理
 00:49
00:492020-05-30
 01:23
01:232020-05-30
 00:56
00:562020-05-27
 01:59
01:592020-05-27
 06:03
06:032020-05-12

微信扫码关注公众号
获取更多考试热门资料













