下载亿题库APP
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
什么是焊接工艺参数?
焊接工艺参数是指焊接时为保证焊接质量而选定的各项参数的总称,包括焊条的选择,焊接电流,焊接电压,焊接速度,焊接层数,线能量。
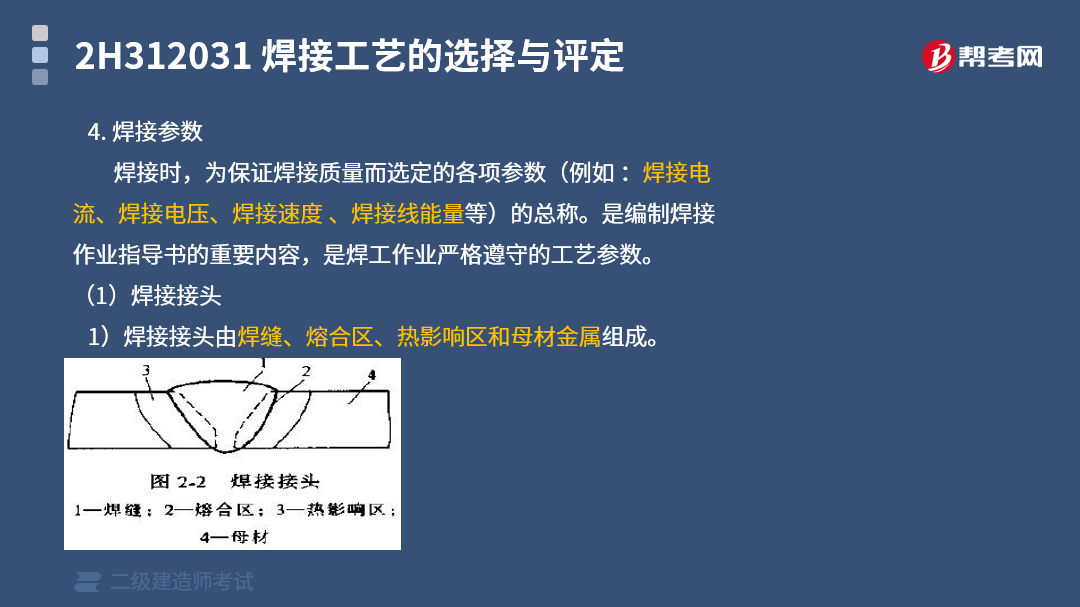
在焊接时,为保证焊接质量而选定的各项参数(例如:焊接电流、焊接电压、焊接速度、焊接线能量等)的总称。是编制焊接作业指导书的重要内容,是焊工作业严格遵守的工艺参数。
一、焊接接头
(1)焊接接头由焊缝、熔合区、热影响区和母材金属组成。
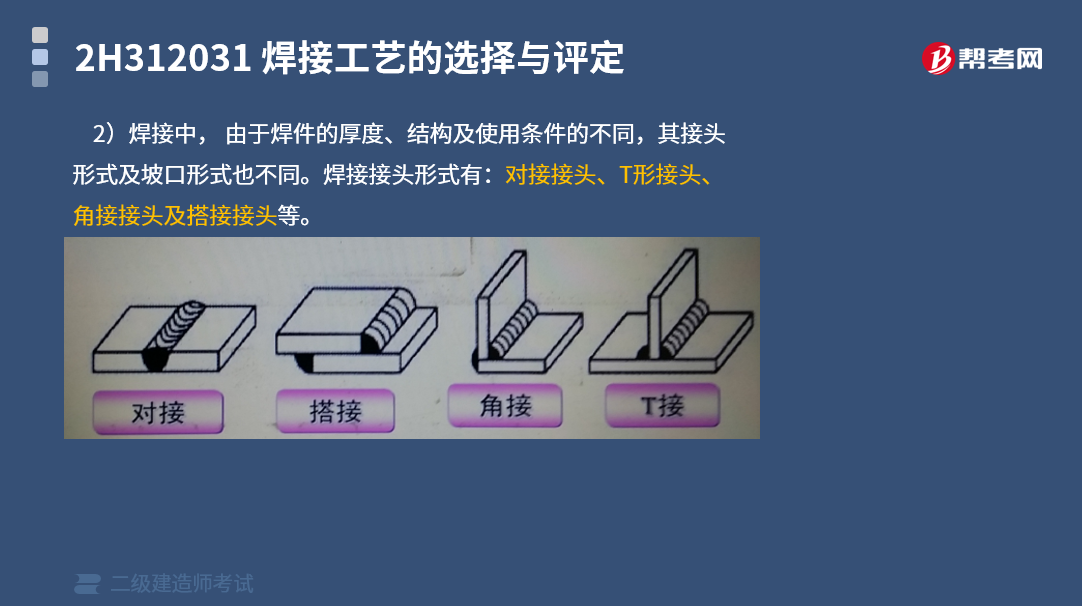
(2)焊接中,由于焊件的厚度、结构及使用条件的不同,其接头形式及坡口形式也不同。焊接接头形式有:对接接头、T形接头、角接接头及搭接接头等。
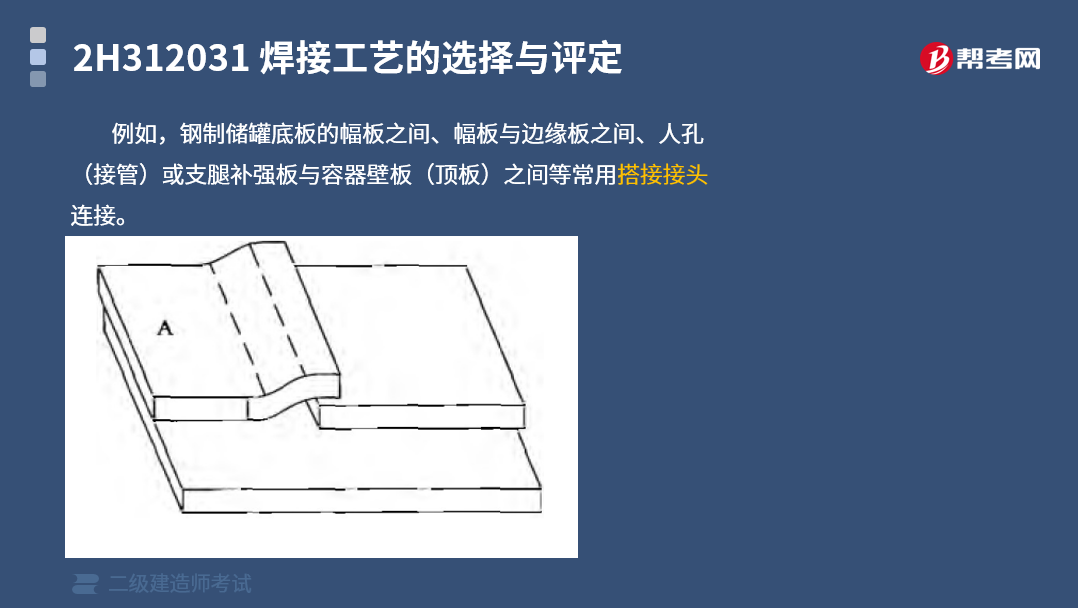
例如,钢制储罐底板的幅板之间、幅板与边缘板之间、人孔(接管)或支腿补强板与容器壁板(顶板)之间等常用搭接接头连接。
二、坡口形式根据坡口的形状
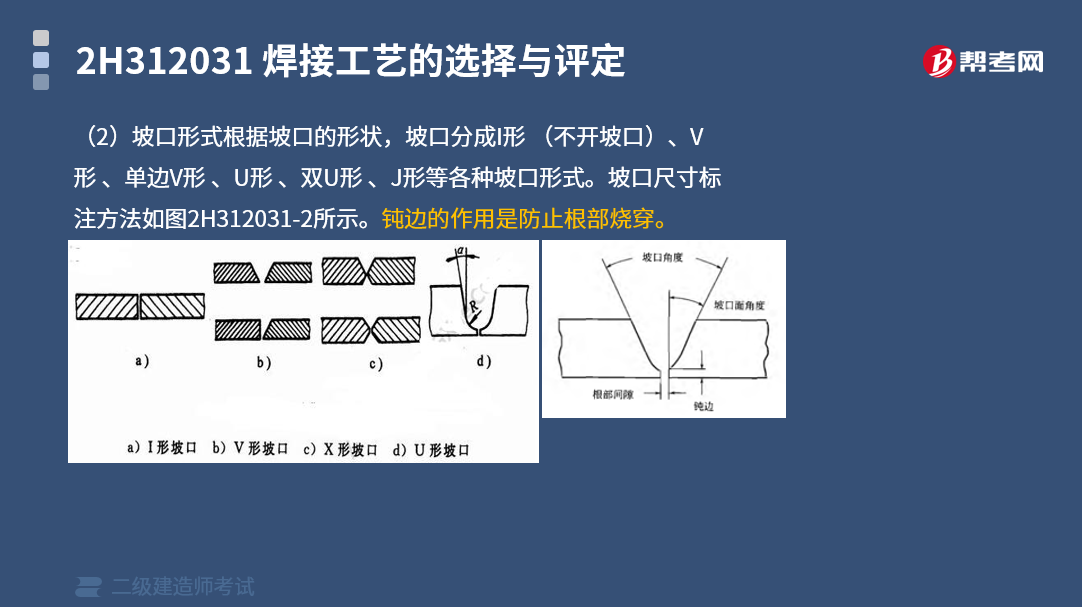
坡口分成I形 (不开坡口)、V形 、单边V形 、U形 、双U形 、J形等各种坡口形式。坡口尺寸标注方法如图2H312031-2所示。钝边的作用是防止根部烧穿。
三、焊接线能量
决定焊接线能量的主要参数就是焊接速度、焊接电流和电弧电压,见下公式。
q=I ∙ U /v
式中 q---线能量 (J/cm);
I 焊接电流(A ) ;
U 焊接电压(V ) ;
v---焊接速度(cm/s ) 。
四、预热、后热及焊后热处理
(1)20HIC任意壁厚均需要焊前预热和焊后热处理,以防止延迟裂纹的产生。若不能及时热处理,则应在焊后立即后200~350°C保温缓冷。后热即可减小焊缝中氢的影响,降低焊接残余应力,避免焊接接头中出现马氏体组织,从而防止氢致裂纹的产生。
(2)其他牌号非合金钢用于压力容器时,最低预热温度15°C。
(3)其他牌号用于工业管道焊接接头母材厚度≥25mm时,最低预热温度80 °C 。母材厚度<25mm,最低预热温度10 °C 。
(4)为改善焊接接头的焊后组织和性能或消除残余应力而进行的热处理,称为焊后热处理。例如:非合金钢管道壁厚大于19mm时 ,应进行焊后消除应力。
(5)焊后热处理应符合设计文件规定或相关施工标准、规范、焊接工艺评定报告。
(6)有焊后消除应力热处理要求的压力容器(压力管道),经挖补修理后,应当根据补焊深度确定是否需要进行消除应力处理。
五、焊接位置
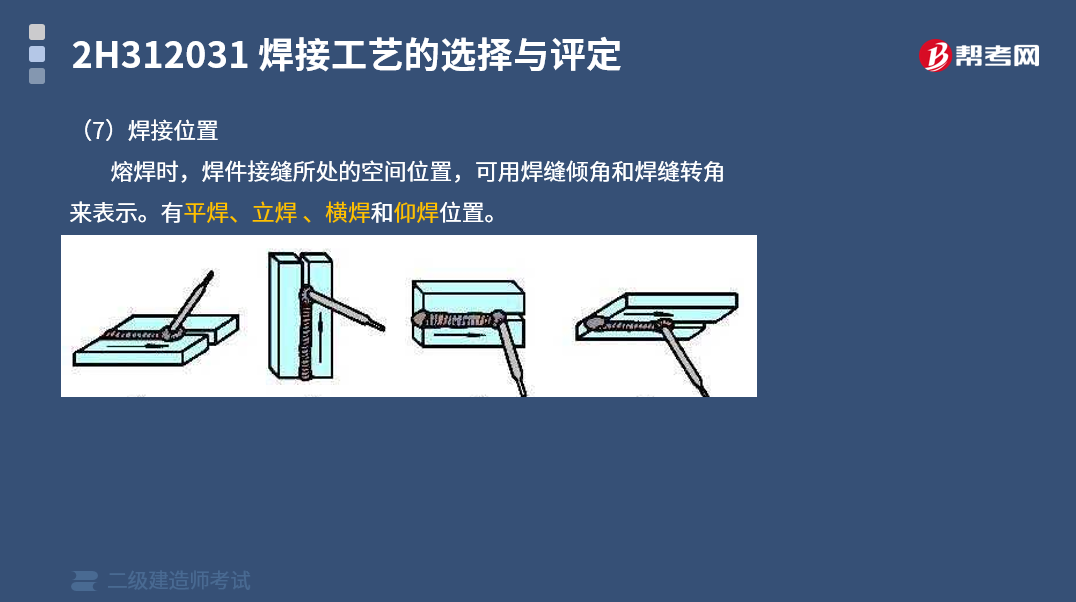
熔焊时,焊件接缝所处的空间位置,可用焊缝倾角和焊缝转角来表示。有平焊、立焊、横焊和仰焊位置。
下面是针对二级建造师考试的知识点举出的例题,供大家深入理解考点,希望大家能结合习题掌握知识点,希望对大家有所帮助。
【例题·单选题】下列焊接缺陷中,属于20HIC任意壁厚均进行焊前预热和焊后热处理要预防的缺陷是( )。
A.液化裂纹
B.延迟裂纹
C.热裂纹
D.结晶裂纹
【答案】B
 144
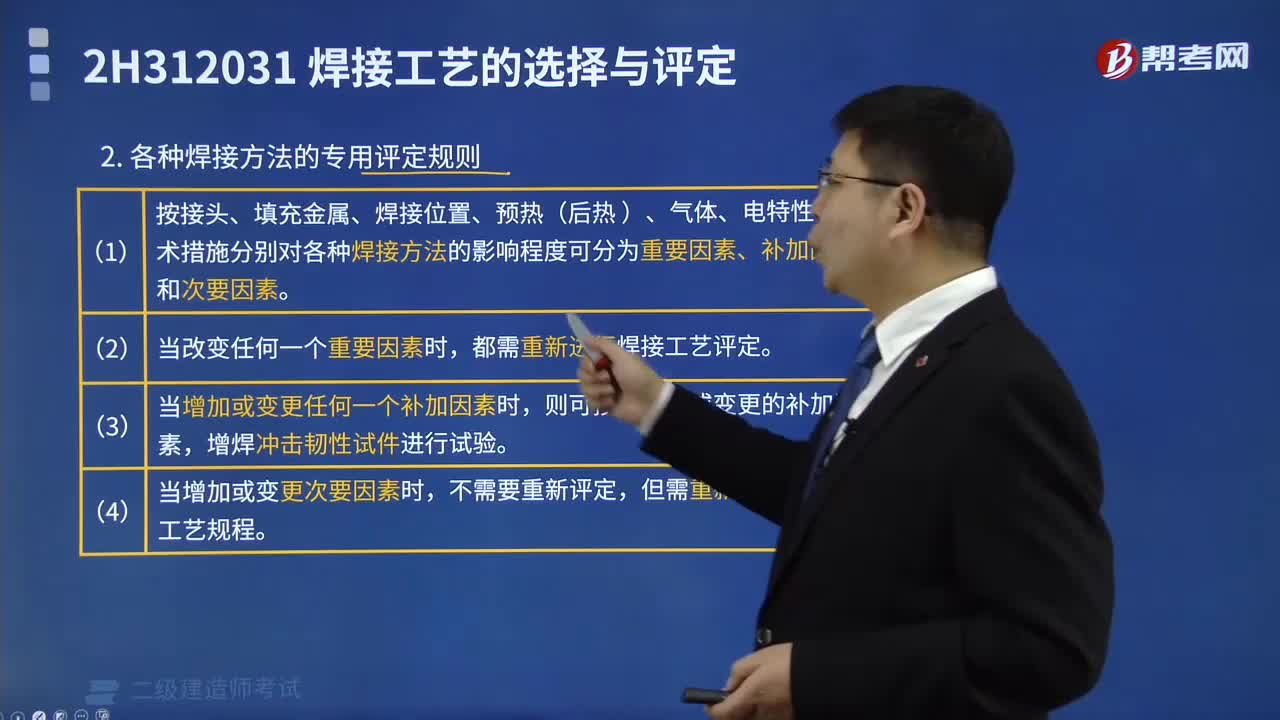
144焊接工艺的评定规则有哪些?:焊接工艺的评定规则有:须重新进行焊接工艺评定;常用焊接方法中焊接材料、保护气体等条件改变时,需重新进行工艺评定的规定;必须进行工艺评定。一、各种焊接方法的通用评定规则。(1)焊接方法的评定规则。(4)焊后热处理的评定规则。二、各种焊接方法的专用评定规则,(1)按接头、填充金属、焊接位置、预热(后热 )、气体、电特性、技术措施分别对各种焊接方法的影响程度可分为重要因素、补加因素和次要因素。
 101
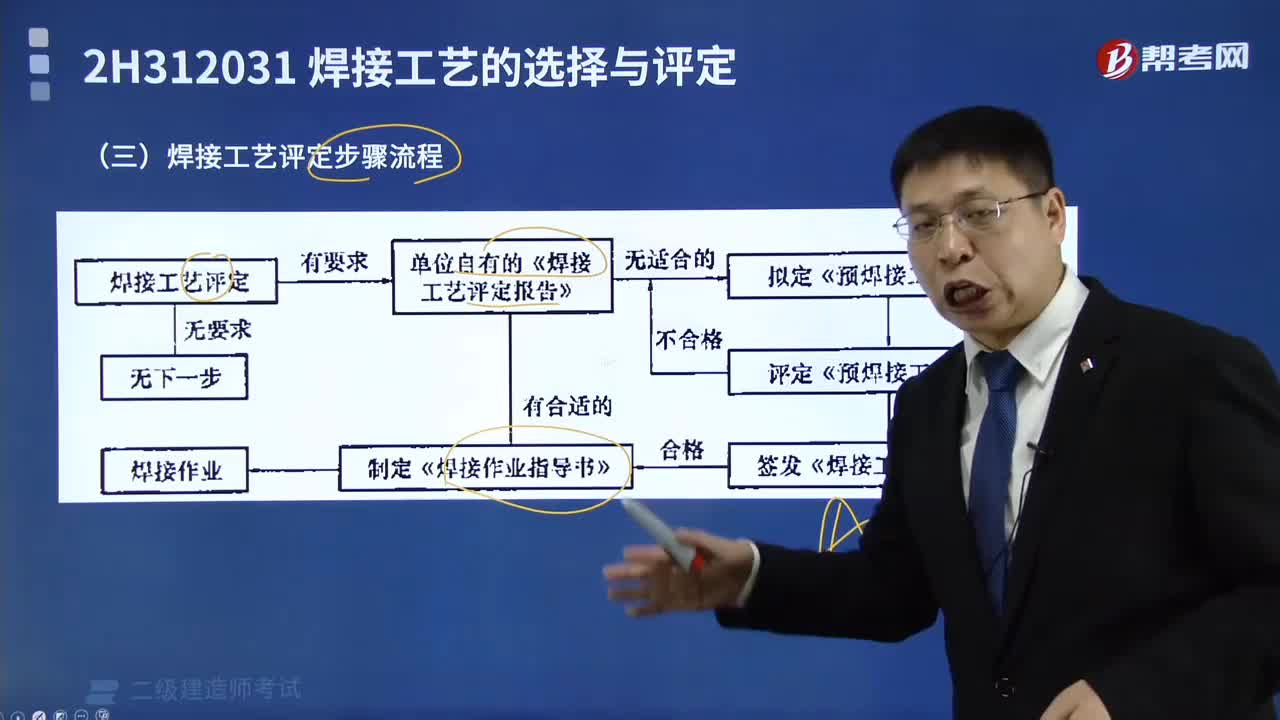
101焊接工艺评定的步骤流程是什么?:编制焊接工艺评定委托书→拟定焊接方式及指导书→试件制备、焊接、焊缝检验(热处理)→整理焊接记录、试验报告、编制焊接工艺评定报告→编制焊接工艺规程或焊接作业指导书、工艺卡→焊工培训→产品焊接。1.编制焊接工艺评定委托书。3.按焊接工艺评定标准或设计文件规定,拟定焊接工艺指导书或评定方案、初步工艺。4.按照拟定的焊接工艺指导书(或初步工艺)进行试件制备、焊接、焊缝检验(热处理)、取样加工、检验试样。
 309
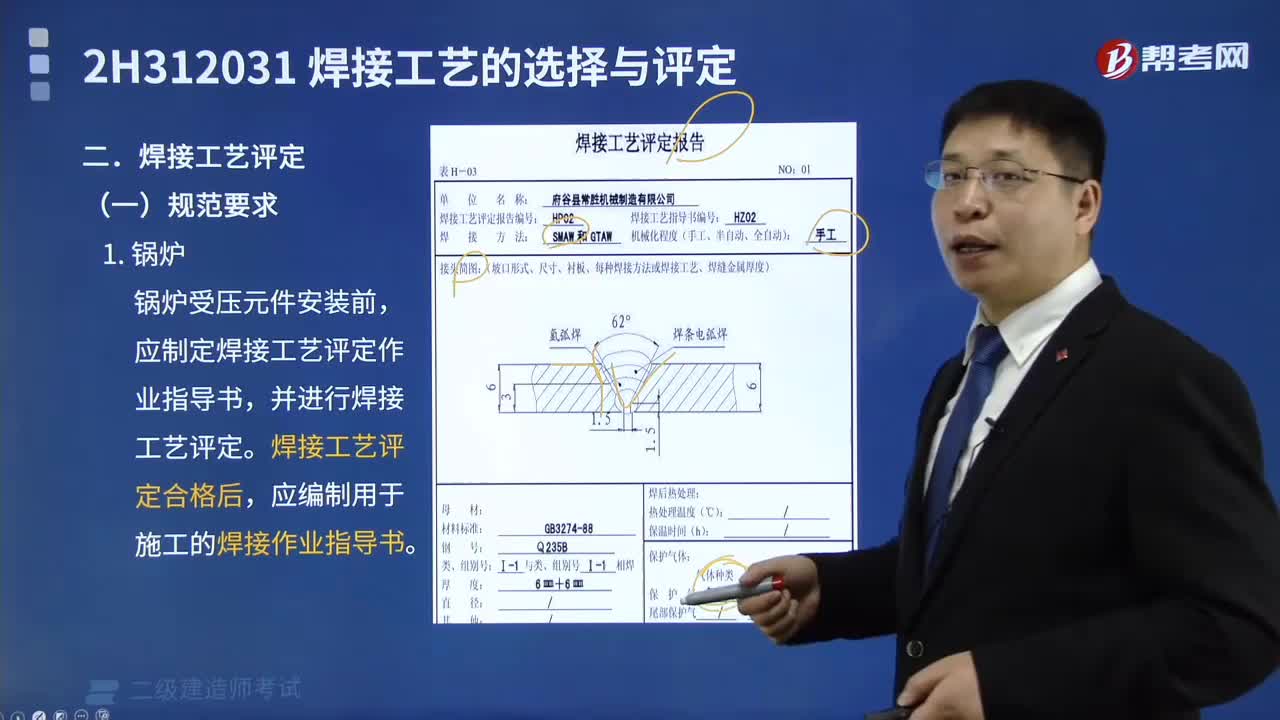
309焊接工艺的规范要求是什么?:焊接工艺的规范要求有:钢制焊接储罐焊接前,应制定焊接工艺评定作业指导书。并进行焊接工艺评定,钢制焊接储罐焊接前,施工单位必须有合格的焊接工艺评定报告。应按焊接工艺规程的规定重新进行预热。并对此焊接工艺进行评定:必须在工程焊接前进行焊接工艺评定:管道承压件与承压件焊接、承压件与非承压件焊接均应采用经评定合格的焊接工艺。
 09:36
09:362020-05-29
 06:21
06:212020-05-29
 01:45
01:452020-05-29
 04:10
04:102020-05-29
 02:26
02:262020-05-29

微信扫码关注公众号
获取更多考试热门资料