下载亿题库APP
联系电话:400-660-1360
下载亿题库APP
联系电话:400-660-1360
请谨慎保管和记忆你的密码,以免泄露和丢失
请谨慎保管和记忆你的密码,以免泄露和丢失
 05:13
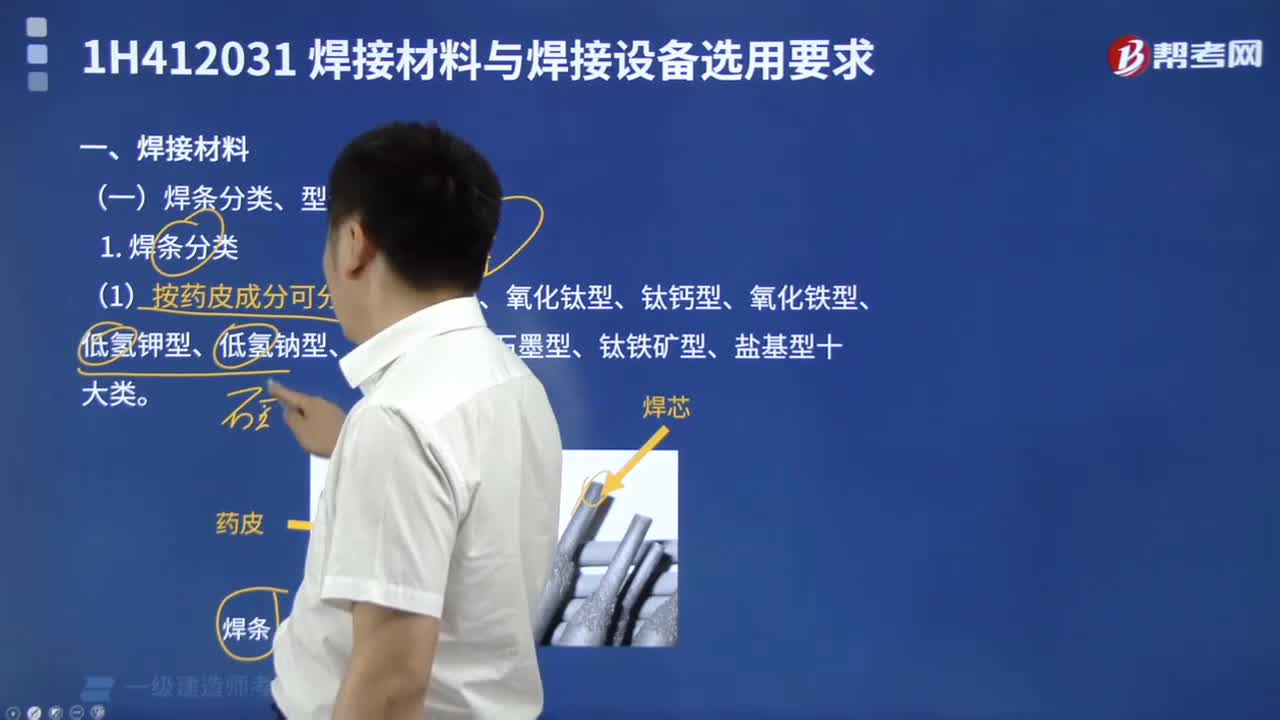
05:13焊接材料主要的内容是什么?:焊接材料主要的内容是什么?
 08:20
08:20建筑接地工程施工技术有哪些要求?:(1)接地装置顶面埋设深度不应小于0.6m。(2)圆钢、角钢、铜管、铜棒、铜管等接地极应垂直埋入地下。2.接地装置的搭接要求;(2)圆钢与角钢搭接不应小于圆钢直径的6倍,(3)圆钢与扁钢搭接不应小于圆钢直径的6倍,避雷带圆钢之间的焊接、避雷带的安装示意图如下。3.当接地电阻达不到设计要求时,可采用降阻剂、换土和接地模块来降低接地电阻。采用接地模块的施工技术要求。
 08:01
08:01特种设备作业人员要点中无损检测人员的要求有哪些?:特种设备作业人员要点中无损检测人员的要求有哪些?Ⅱ级人员可编制一般的无损检测程序,Ⅲ级人员可根据标准编制无损检测工艺,持证人员只能从事与其资格证级别、方法相对应的无损检测工作。C.无损检测Ⅱ级人员可审核检测报告,【解析】A.无损检测人员的资格证书有效期以相关主管部门规定为准,B.无损检测Ⅰ级人员可进行无损检测操作,C.无损检测Ⅲ级人员可根据标准编制无损检测工艺。
 04:28
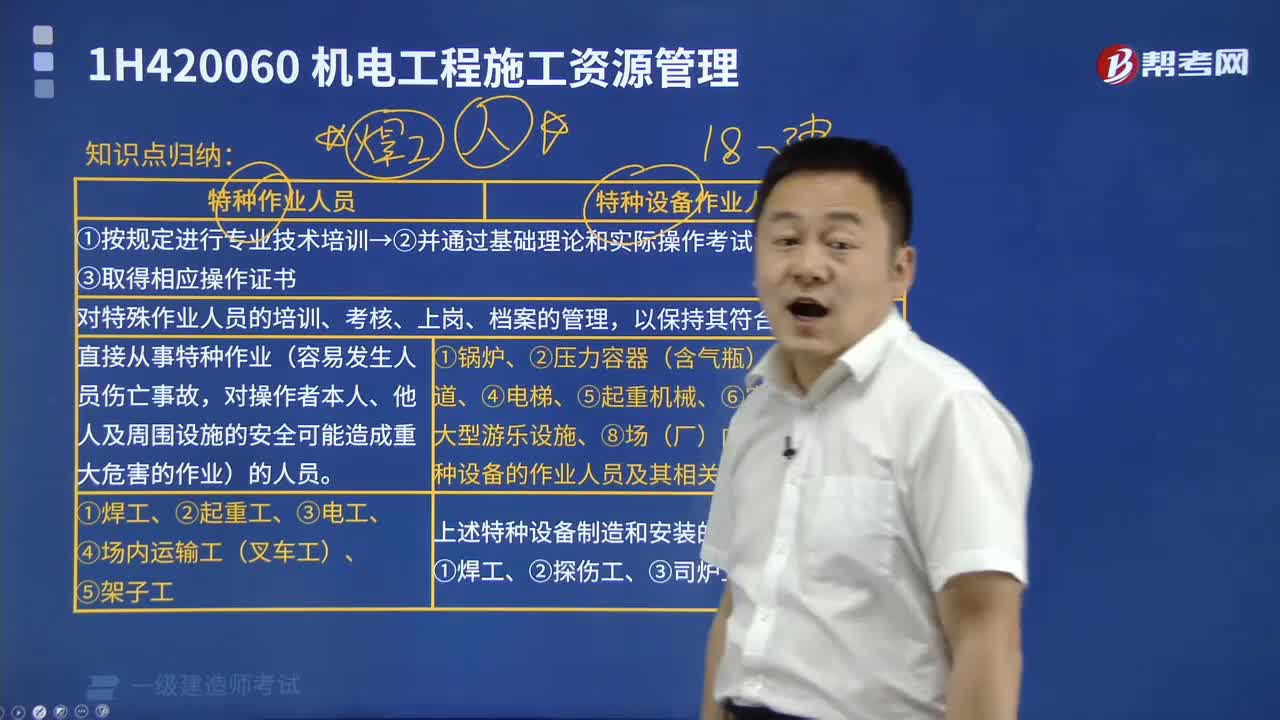
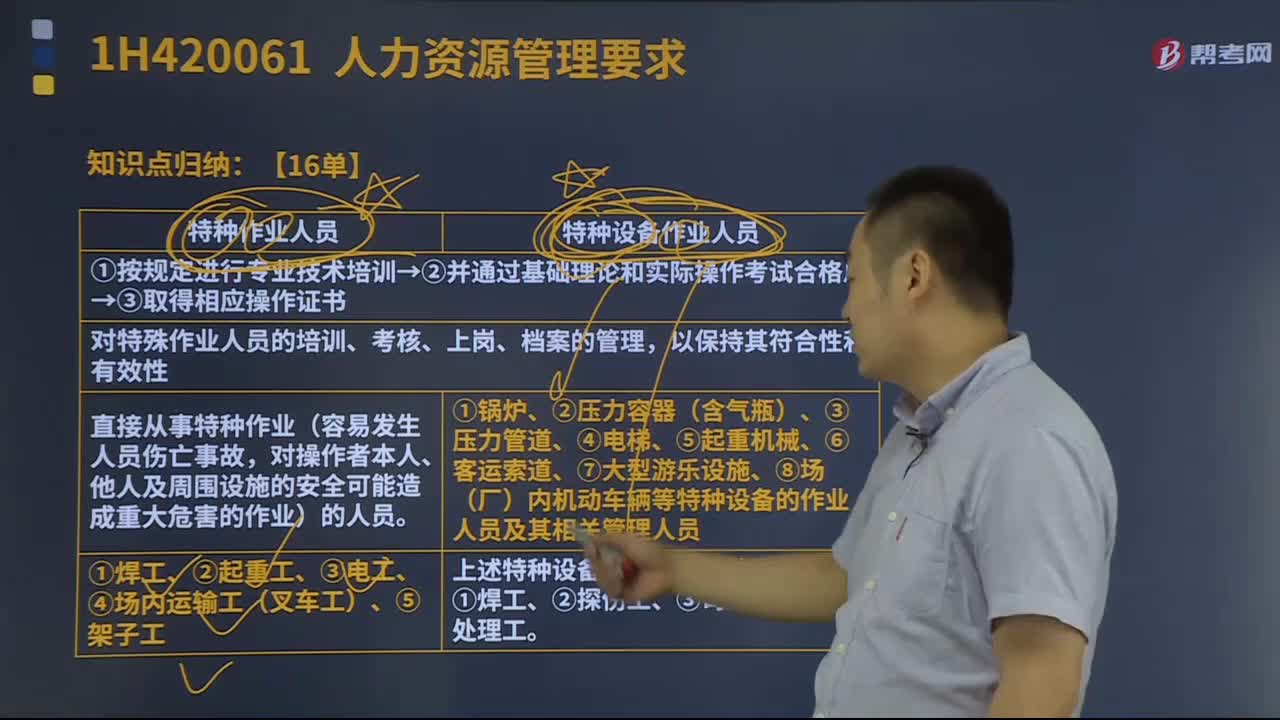
04:28特种设备作业人员和特种作业人员有什么区别?:特种设备作业人员和特种作业人员是完全不同的,特种设备作业人员作业种类与项目目录由国家质量监督检验检疫总局统一发布;特种作业人员的安全技术培训、考核、发证、复审工作由国家安全生产监督管理总局指导、监督全国。省、自治区、直辖市人民政府安全生产监督管理部门负责本行政区域特种作业人员的安全技术培训、考核、发证、复审工作,特种设备作业人员考核发证工作由县以上质量技术监督部门分级负责。
 04:20
04:20仪表管路接地施工技术中盘、台、柜接地要求有哪些?:仪表管路接地施工技术中盘、台、柜接地要求有哪些?盘、台、柜接地要求有:系统电源地、信号屏蔽地、机柜安全地,每根铜排要求各自独立连接到电气全厂接地网上。(2)接地点到防雷接地或高压电气设备接地点的距离需大于10m,(3)每个机柜的系统电源地、信号屏蔽地、机柜安全地分别汇总接至电源柜三根铜排上,盘柜与底座连接螺栓应带绝缘垫片。(5)DCS远程控制站和智能采集前端就近接入电气全厂接地网。
 04:01
04:01焊接技术管理有哪些要求?:焊接技术管理要求:将作业环境10m范围内所有易燃易爆物品清理干净,应注意作业环境的地沟、下水道内有无可燃液体和可燃气体,对焊接切割作业下方应进行隔离,3.应使用符合国家有关标准、规程要求的气瓶,在气瓶的贮存、运输、使用等环节应严格遵守安全操作规程。4.对输送可燃气体和助燃气体的管道应按规定安装、使用和管理,对操作人员和检查人员应进行专门的安全技术培训。应结合实际情况确定焊补方法。
 10:25
10:25焊工作业人员有哪些技能要求?:焊工作业人员技能要求:应按所从事钢结构的钢材种类、焊接节点形式、焊接方法、焊接位置等要求进行技术资格考试。应取得国家质检总局统一印制的《特种设备作业人员证》(承压焊或结构焊);4)运用焊接或者热切割方法对材料进行加工的作业(不含《特种设备安全监察条例》规定的有关作业)的焊工,【2018年一级建造师考试真题】 A公司承担某炼化项目的硫磺回收装置施工总承包任务,完成焊接工作必须的工艺文件。
 03:33
03:33什么是焊接工艺评定?焊接工艺评定作用有哪些?:焊接工艺评定是指为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。对拟定的焊接工艺规程(WPS)进行评价的报告称为焊接工艺评定报告(PQR)。焊接工艺评定验证施焊单位拟定焊接工艺的正确性,应依据焊接工艺评定报告编制焊接工艺规程;一个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制,一个焊接工艺评定报告可用于编制多个焊接工艺规程,A.用于验证和评定焊接工艺方案的正确性。
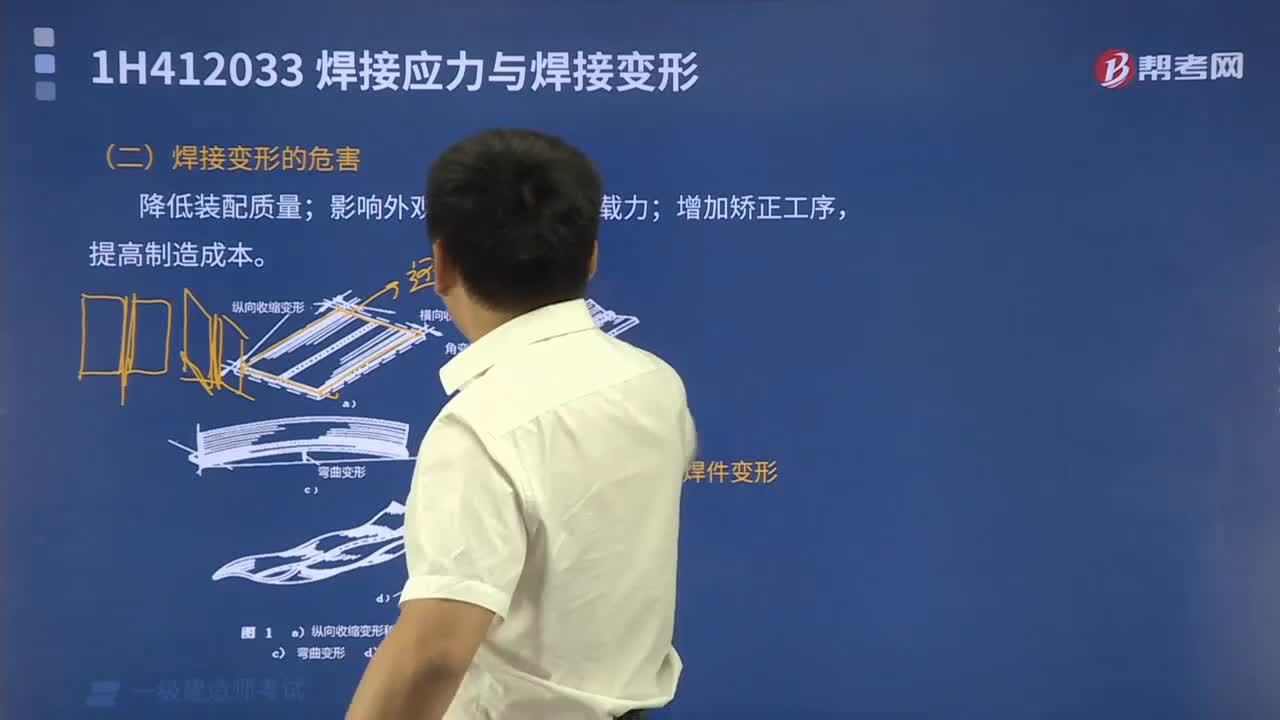
 11:31
11:31金属储罐预防焊接变形技术措施有哪些?:金属储罐预防焊接变形技术措施有哪些?1.底板控制焊接变形的措施,(2)中幅板焊接先焊短焊缝、后焊长焊缝:焊前要将长焊缝的定位焊点全部铲开,初层焊道采用分段退焊或跳焊法;2.壁板控制焊接变形的措施,(1)壁板焊接要先纵缝、后环缝;采用小电流、快速焊的焊接参数施焊。【例题·多选题】金属罐中幅板塔接接头采用手工焊接时,控制焊接变形的主要工艺措施有( )。A.先焊短焊缝:
 04:51
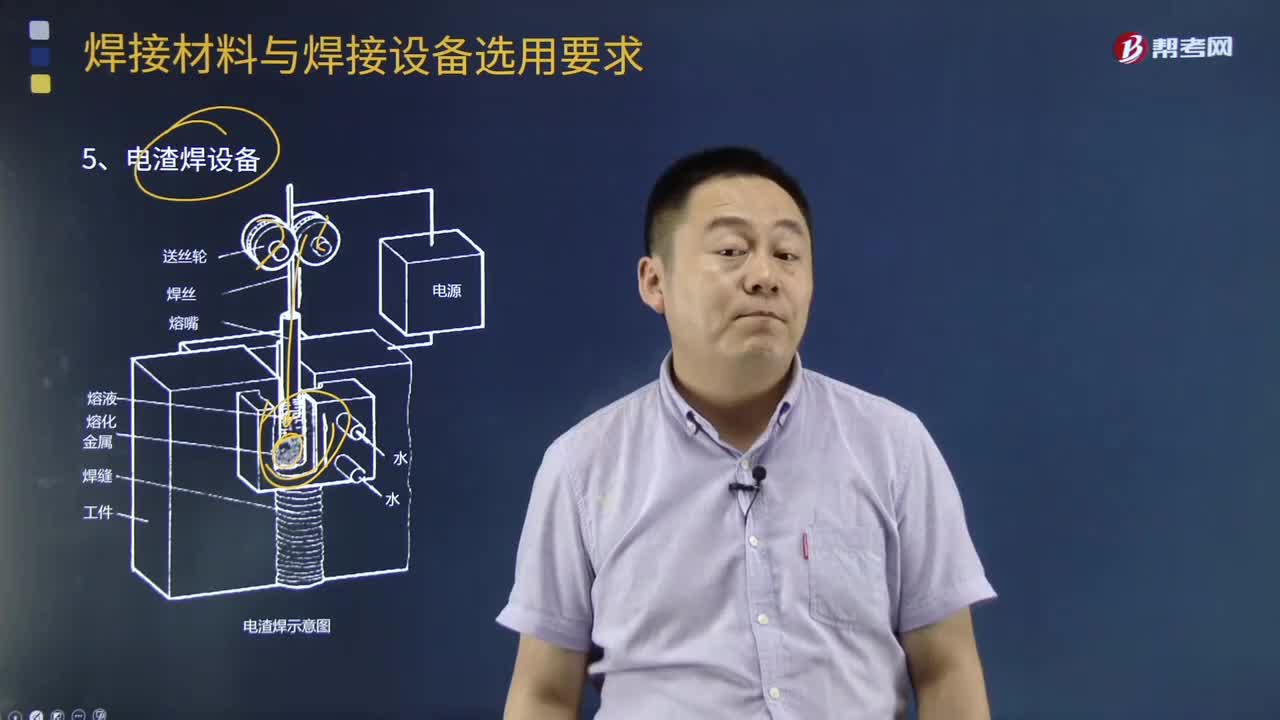
04:51焊接设备的主要类型有哪些?:焊接设备的主要类型有电焊机、火焰焊设备和其他焊接设备。(1)电弧焊机,它又分为手工弧焊机(弧焊变压器、弧焊整流器和弧焊发电机)、埋弧焊机和气体保护弧焊机(不熔化极气体保护焊机和熔化极气体保护焊机)。(2)电阻焊机,它分为点焊机、凸焊机、缝焊机和对焊机。如电渣焊机、等离子弧焊机、高频焊机、电子束焊机、光束焊机、超声波焊机、摩擦焊机、冷压焊机、钎焊机等。
 07:31
07:31焊接材料的复验有哪些?:焊接材料复验分为钢结构的焊接材料复验和特种设备的焊接材料复验。1、钢结构的焊接材料复验,钢结构所用焊接材料应按到货批次进行复验:(2)建筑结构安全等级为二级的一级焊缝。1.一级焊缝应进行100%的检验,2.二级焊缝应进行抽检;2、特种设备的焊接材料复验,(1)球罐用的焊条和药芯焊丝应按批号进行扩散氢复验:焊接材料质量证明书或合格证书上应注明库存的期限
 05:12
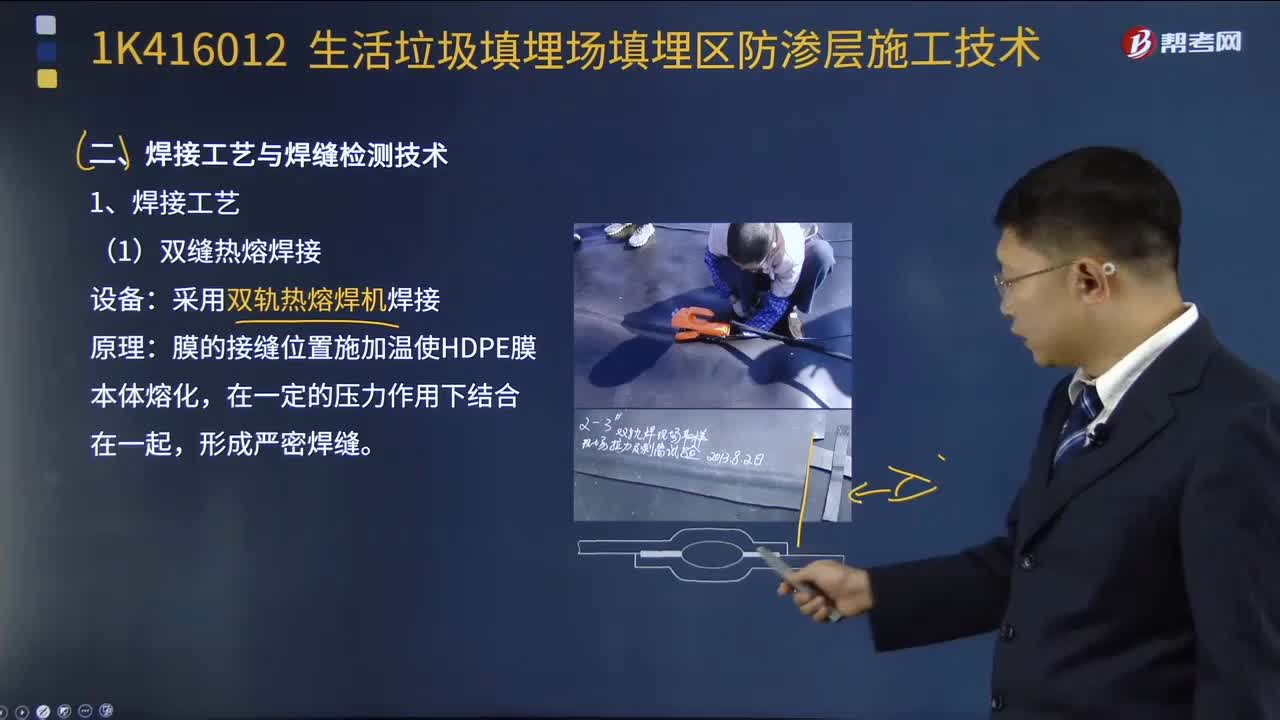
05:12高密度聚乙烯膜的焊接工艺和焊缝检测技术分别是怎样的?:高密度聚乙烯膜的焊接工艺和焊缝检测技术分别是怎样的?采用双轨热熔焊机焊接,单轨挤压焊机焊接。通过单轨挤压焊机把HDPE焊条熔融挤出:通过外界的压力把焊条熔料均匀挤压在已经除去表面氧化物的焊缝上。2、焊缝检测技术(非破坏性检测技术):热熔焊接形成双缝焊缝,采用气压检测设备检测焊缝的强度和气密性,用气压检测没备对焊缝气腔加压至250kPa。挤压焊接所形成的单缝焊缝,应采用真空检测法检测。

帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日帮考网校
2022年06月22日